Póngase en contacto con la empresa DONGHE

Actualizado en junio de 2026 Revisado por el equipo técnico de Shanghai Donghe Science and Technology Co., Ltd
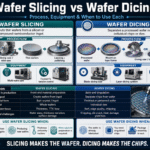
La frase corte de oblea versus corte en cubitos de oblea Suena como una elección entre dos métodos de corte rivales. No lo es. Cortar obleas versus cortar en cubitos es en realidad una cuestión sobre dos etapas de producción secuenciales, no sobre dos herramientas de la competencia. Cortar en cubitos y cortar en cubitos son dos trabajos diferentes que se realizan en extremos opuestos de la vida útil de una oblea: cortar en cubitos convierte un lingote cristalino en obleas desnudas desde el principio, y cortar en cubitos una oblea terminada que contiene un circuito en troqueles individuales al final. Confundir a los dos lleva a los compradores a comparar máquinas que nunca fueron alternativas e ignorar dónde ocurren sus pérdidas reales de materiales y costos.
Respuesta corta: el corte de oblea (frontal) convierte un inyog tradicional cristalino (o SiC/zafiro) en una oblea delgada usando un sierra de alambre de diamante. El corte en cubitos de oblea (parte posterior) convierte una oblea terminada (completa el ciclo de vida del producto) en cientos de troqueles mediante singulación utilizando un láser, plasma o un proceso sigiloso, sierra de troquel o sierra de cuchilla (sierra de corte en cubitos) o técnica de corte en cubitos (por ejemplo, un proceso sigiloso). Son etapas que se ejecutan una tras otra sobre una sola pieza de material, en ese orden, no opciones entre una u otra.
Conclusiones clave
- Cortar es la parte delantera (en yasou, Asaris o en ti); cortar en cubitos es la parte trasera (de una oblea en ti). Diferentes máquinas. Diferentes puntos focales.
- El corte en cubitos sigiloso puede dejar troqueles de silicio de 60 µm con una resistencia a la fractura de 153 kgf, la más alta de cualquier método de singulación de troqueles probado.
- El corte de corte de cuchilla corre entre ~20 y 50 m; el láser cae por debajo de los 10 m; El plasma y el sigilo se acercan al corte cero.
- Al cortar, dejar caer el corte de alambre de diamante de 0,15 mm a 0,06 mm aumenta el número de obleas por lingote de 200 mm de ~571 a ~769 (+35%).
- el láser no “simplemente supera” a la hoja (de hecho, la hoja sigue siendo más rentable incluso en silicio, donde su montaje es relativamente caro y rentable, y la calidad de su pared lateral es excelente.
Especificaciones rápidas: cortar en rodajas versus cortar en cubitos
| Cortar oblea | Lingote/boule → obleas finas y desnudas (front-end) |
| Cortar en cubitos de oblea | Oblea terminada → troqueles individuales (back-end / singularización del troquel) |
| Herramienta de corte | Sierra de diamantes de múltiples hilos |
| Herramientas de corte | Sierra de corte, láser, plasma, láser sigiloso |
| Plazo de ancho reducido | Cortar: corte de alambre | Cortar en cubitos: corte dentro de la calle |
| Materiales típicos | Si, SiC, zafiro, GaN, vidrio |
Cortar versus cortar en cubitos de un vistazo

Si sólo recuerdas una cosa, recuerda el pedido. Una oblea es rebanado una vez, cerca del comienzo de su vida, y cortado en cubitos una vez, cerca del final. En el medio está superpuesto, pulido, dopado, modelado con circuitos y, a menudo, adelgazado. Entonces, cuando alguien pregunta si cortar o cortar en cubitos es “mejor”, la respuesta honesta es que la pregunta mezcla dos etapas que nunca compiten por el mismo trabajo.
Sugerimos llamar a esto la línea de tiempo de cortar y luego cortar porque un lingote se corta una vez en la etapa frontal, luego muchas obleas terminadas se cortan en cubitos una vez en la etapa posterior y guías fabulosas universitarias describa la misma secuencia de adelante hacia atrás, mientras que nos gustaría hacer que cualquier proceso o equipo que investigue “encaje” en la mitad correspondiente de The 9-Point Slice-vs-Dice Matrix, a continuación.
| Categoría | Rebanado de obleas | Cortar en cubitos de oblea |
|---|---|---|
| Escenario | Front-end (primer corte) | Back-end (último corte antes del embalaje) |
| Entrada | Lingote/boule cristalino | Oblea estampada y acabada |
| Salida | Obleas desnudas (aún no hay circuitos) | Troqueles/chips individuales |
| Plazo de ancho reducido | Corte de alambre | Kerf dentro de la línea calle/escriba |
| Herramientas primarias | Sierra de diamantes de múltiples hilos | Sierra de corte, láser, plasma, sigilo |
| Recuento de cortes típico | Cientos de cables paralelos a la vez | Miles de calles en X e Y |
| Unidad de rendimiento | Obleas por lingote | Buenos troqueles por oblea |
| Conductor principal de costos | Pérdida por bordillo de silicio como materia prima | Rendimiento y rendimiento del borde del troquel |
| Métrica de calidad típica | Kerf, TTV, arco/deformación (μm) | Tamaño de desconchado y resistencia a la rotura del troquel |
Síntesis gratuita derivada de fuentes académicas revisadas por pares y estándares (enumeradas a continuación); La cantidad de cortes por producto depende del diámetro de la oblea y del tamaño del troquel.
Rebanado de obleas, explicado: lingote a oblea

El corte de obleas es el proceso frontal que convierte un lingote cristalino cultivado en obleas finas y planas. Hoy en día se hace casi en su totalidad con una sierra de alambre de diamante, donde un alambre de acero recubierto de abrasivo de diamante enrollado a través de cientos de guías paralelas corta todo el lingote en obleas en una sola pasada.
Los métodos más antiguos de suspensión y cuchillas de diámetro interior están en gran medida retirados, y el problema que crearon fue el desperdicio: una cuchilla de diámetro interior podía desechar 200-300 µm de silicio por corte, mientras que un alambre de diamante moderno recorta el corte a aproximadamente 50-70 µm «decenas de micras de materia prima ahorradas en cada oblea.
La calidad del corte se juzga por el ancho de la corte, la variación del espesor total (TTV), el arco y la urdimbre, y el daño subterráneo. Estos establecen el techo para todo lo que hay aguas abajo: una oblea que se desprende de la sierra de alambre con TTV alto no se puede pulir hasta quedar plana sin quitar el material adicional, y las tapas de daño de la sierra profunda son tan delgadas que luego se pueden moler. Según estudios de corte con alambre de diamante, mantener el TTV por debajo de unos 10 µm corta drásticamente la culata que una pulidora debe eliminar. Como constructores de sierras de alambre múltiple para silicio, SiC y zafiro, vemos esto de primera mano: los clientes que buscan más obleas por kilogramo de materia prima ganan o pierden en el corte de alambre mucho antes de que la oblea llegue a una herramienta de corte en cubitos.
La pérdida de Kerf no es trivial. Los estudios frontales sobre el corte con alambre de diamante existen precisamente porque el silicio se convirtió en kerf swarf es una gran fracción de la materia prima esas fábricas intentan reciclar. Para los lingotes monocristalinos, cada micrón afeitado del corte de alambre es silicio que se convierte en una oblea vendible en lugar de una suspensión. El procesamiento de obleas comienza aquí: una sola oblea debe salirse de la sierra lo suficientemente plana para trabajos avanzados en semiconductores. Las obleas de silicio estándar alimentan a la mayor parte de la industria de semiconductores, y este proceso inicial en la producción de semiconductores es un proceso crítico para toda la cadena del proceso de semiconductores del que dependen el proceso de grabado y corte en cubitos posterior. Para una mirada más profunda al material en sí, consulte nuestra guía material de oblea de silicona.
Cortar en cubitos de oblea, explicado: oblea para morir

El corte en cubitos de oblea, también llamado singulación de troquel, es el proceso de corte en cubitos de back-end que corta una oblea completa que contiene un circuito en troqueles individuales. Este proceso de corte en cubitos de oblea se ejecuta sólo después de que la oblea esté completamente estampada.
Cuando una oblea llega a cortarse en cubitos, ya tiene capacidad para entre unos pocos cientos y más de 100.000 troqueles en una oblea de 300 mm de hasta ~775 µm de espesor, cada uno separado por un carril estrecho «la calle, o línea de trazado « que se ha reducido a lo largo de los años desde alrededor de 100 µm hasta sólo 20-40 µm en diseños densos. La cuña tiene que cortar esas calles sin cortar los circuitos activos a ambos lados.
Cuando el corte utiliza una sola herramienta, el corte en cubitos ofrece cuatro familias de herramientas en conflicto: la sierra de corte en cubitos mecánica, el corte en cubitos láser, el corte en cubitos con plasma y el corte en cubitos sigiloso. La oblea se monta sobre una cinta adhesiva para cortar en cubitos estirada sobre un marco para cortar en cubitos para que los troqueles permanezcan colocados durante y después del corte, y la cinta de liberación de rayos UV se usa para sustratos delicados porque se suelta limpiamente una vez curada. Die singularización es donde el valor de una oblea finalmente se desbloquea o se destruye, si el chipping rompe los troqueles. Aquí el problema es el dinero real: un solo troquel agrietado en una oblea de 100.000 troqueles es chatarra, y elegir el método de corte en cubitos incorrecto multiplica esa pérdida.
Cada técnica de corte en cubitos (una sierra de corte en cubitos mecánica con hojas de corte de diamante, un proceso de corte en cubitos láser o un paso de plasma) es un método de corte en cubitos distinto adaptado al dispositivo y su material semiconductor. Las fundiciones sopesan los requisitos de corte en cubitos, los desafíos de corte en cubitos y las soluciones de corte en cubitos que ofrece un sistema de corte en cubitos determinado, y muchas subcontratan los servicios de corte en cubitos de obleas en lugar de ejecutar el corte en cubitos de obleas de precisión internamente. El corte en cubitos es el proceso que finalmente convierte una oblea en muchos dispositivos semiconductores. Para ver dónde se encuentra el corte en cubitos en el flujo más amplio, lea nuestra descripción general del proceso de fabricación de semiconductores.
Las 8 diferencias que realmente importan

Encontrarás las ocho dimensiones en la tabla de un vistazo, pero aquí te explicamos rápidamente por qué puedes comprar de forma diferente en cada caso. Número uno: Comparar dos productos completamente diferentes, “comprar al precio” comparando una sierra para cortar en cubitos con una sierra de alambre. Si no puede hacer el trabajo, simplemente no puede hacerlo, ni siquiera existe la posibilidad de comparar dos herramientas no relacionadas. No puedes crear una sierra de alambre que nunca singularice una oblea estampada y una sierra para cortar en cubitos nunca convertirá un lingote en obleas.
⚠¦ Error común
Especificando también el corte de oblea sin indicar en qué etapa. Algunos han citado el corte de múltiples hilos frontal, otros el corte láser posterior respondiendo 2 preguntas muy diferentes. siempre entrada de estado (lingote o oblea terminada) y salida (oblea o troquel) (. .
Lo que impulsa el dinero es el término de ancho de corte y la unidad de rendimiento son el término de ancho de corte y la unidad de rendimiento . Con el corte, el corte está en relación con el lingote y se evalúa en obleas por lingote . Con el corte en cubitos, el corte se evalúa con respecto a la calle y la evaluación se realiza con buenos troqueles por oblea. Combinar los dos modelos para representar los costos da como resultado que los compradores se obsesionen con la parte económica del ciclo y no tengan en cuenta el proceso más costoso. El riesgo es real, porque las dos etapas responden a preguntas diferentes, por lo que las citas que parecen comparables nunca fueron visibles en “una separación también visible en Presentaciones de la USPTO sobre singulación combinada con láser y grabado.
Comparación de cuatro métodos de corte en cubitos: hoja, láser, plasma, sigilo

(Típicamente, los dados de tres vías se mencionan en muchas guías. En realidad, cuatro, cuando se incluye el sigilo, tienen diferentes fortalezas en términos de kenf, rendimiento de los dados, velocidad, fuerza del dado, etc. Esta página enumera las cuatro: Cuadro de mando de singulación de cuatro métodos. Comparación entre kerf, rendimiento de corte en cubitos, fuerza del dado, etc.)
¿cuáles son los tres tipos principales de métodos de corte en cubitos de singulación?
Hay tres tipos principales en el sentido tradicional: corte en cubitos con cuchilla mecánica (sierra), corte en cubitos con láser y corte en cubitos con plasma. Un cuarto, el corte en cubitos sigiloso, utiliza un láser infrarrojo enfocado dentro de la oblea y ahora es común. El corte en cubitos con cuchilla muele la calle, el láser la elimina, el plasma graba todas las calles a la vez y el sigilo forma una grieta enterrada que luego la cinta rompe.
| Método | Mecanismo | Kerf | Fuerza relativa/velocidad | Mejor ajuste |
|---|---|---|---|---|
| Hoja (sierra) | Hoja de diamante a 15.000-60.000 rpm | ~20-50μm | Excelente pared lateral; más lento en troqueles delgados | Si más grueso, volumen impulsado por los costos |
| Ablación láser | El láser pulsado elimina el material de la calle | <10 µm | ~6,3× más rápido que la hoja en ultrafino | Obleas finas, calles estrechas |
| Plasma | Grabado químico de todas las calles a la vez | Casi cero | Alto rendimiento; necesita enmascaramiento | Troqueles/MEMS densos y pequeños |
| Sigilo | El láser IR se agrieta dentro de la oblea y luego se rompe | Casi cero | Mayor resistencia del troquel; seco, sin escombros | Troqueles frágiles/ultrafinos |
Datos sobre Kerf y fuerzas de corte generados a partir de varias publicaciones de revistas comerciales y revisadas por pares, todas citadas a continuación.
Ese número de fuerza sigilosa siempre es una sorpresa. Cuando compare manzanas con manzanas, según pruebas revisadas por pares, los troqueles de silicio de 60 µm cortados en cubitos sigilosos alcanzaron una resistencia a la fractura de 153 kgf, la más alta de todos los métodos estudiados. Esto es importante porque la falla de las astillas delgadas casi siempre es la tensión final más que el resultado de cortar en cubitos.
“En comparación con el corte por láser, el corte con cuchilla cortada en cubitos sigue siendo un proceso importante con una excelente calidad de pared lateral y un costo relativamente bajo; el método debe seguir el espesor del material y del troquel, no la moda”
Kerf, ancho de calle y pérdida de material: adónde va el dinero

Ambas etapas tiran el material como kerf, pero la economía vive en lugares diferentes. Al cortar, el kerf es silicio de materia prima perdido; al cortar en cubitos, el kerf come hasta el ancho de la calle que podría haber albergado más troqueles. A la vista bilateral la llamamos La matriz de costos de Kerf a la calle: el corte frontal se paga en obleas por lingote, el corte posterior se paga en troqueles por oblea.
📐 Nota de ingeniería « obleas por lingote
Obleas por lingote = longitud utilizable del lingote iba (grosor de la oblea + corte). Tome una columna utilizable de silicio de 200 mm cortada en obleas de 0,20 mm. Con un corte heredado de 0,15 mm: 200 iba (0,20 + 0,15) = 571 obleas. Apriete el alambre de diamante a una ranura de 0,06 mm: 200 °C (0,20 + 0,06) = 769 obleasel mismo lingote, +35% más obleas, sin cambios en los troqueles que vienen después. Conecte la longitud del lingote, el grosor objetivo y el corte del alambre para dimensionar su rendimiento real.
Ahora la parte contraintuitivaLa inversión de matriz delgada. El corte en cubitos de cuchillas parece más barato porque el equipo es el menos costoso de comprar. Pero por debajo de aproximadamente 100 µm de espesor del troquel, la imagen se invierte: los troqueles delgados son frágiles y el desconchado y agrietamiento de las cuchillas impulsan la pérdida de rendimiento que inunda el ahorro del equipo. En obleas ultrafinas, la ablación con láser funciona aproximadamente 6,3 × más rápido que el corte en cubitos con cuchilla (minutos versus aproximadamente 25 minutos por oblea) dejando bordes de matriz más fuertes. El método “barato” se convierte en el más caro una vez que se cuentan los troqueles desechados.
Proceso de adaptación al material: silicio, SiC, zafiro y vidrio

Y, por supuesto, hay materiales cuyo espesor por sí solo, sin embargo, no es en sí mismo un factor determinante; que tienen requisitos especiales en cuanto a dureza del material y propiedades de fractura. Trabajos estándar de silicio, pero materiales que son considerablemente más difíciles, es decir; más duros, más duros, más quebradizos, como el carburo de silicio, el zafiro o incluso el nitruro de galio; Será significativamente más susceptible a astillarse o fracturarse cuando se corte con maquinaria incompatible.
| Material | Enfoque de corte | Enfoque de corte |
|---|---|---|
| Silicio | Sierra de alambre de diamante (madura) | Hoja para espesar; láser/sigilo para finos |
| SiC | Sierra de alambre de diamante, alimentación lenta | Hoja de diamante ultrafina o láser |
| Zafiro | Sierra de alambre de diamante | Sigilo/láser para limitar el desconchado |
| Vidrio/gan | Sierra de alambre o tal como está | Láser o plasma, bajo estrés mecánico |
Para nuestro propio trabajo con carburo de silicio o zafiro; A menudo descubrimos que los clientes también pueden estar infrautilizando el poder de nuestras herramientas cortándolas a un ritmo tan bajo; sin darse cuenta, están introduciendo problemas costosos en etapas de procesamiento posteriores; como pulido excesivo o incluso daños en los bordes que, en última instancia, afectan el corte en cubitos de las obleas mismas; consulte nuestro artículo al respecto Abrasivo de carburo de silicio; o cualquiera de nuestras herramientas especializadas, como Corte de oblea de SiC y Rebanada de oblea de zafiro sistemas.
Elegir entre cortar y cortar en cubitos: un marco de decisión

Dado que ahora existen dos procesos mutuamente excluyentes; tus elecciones son también dos opciones distintas. Primero; ¿Cómo vas a cortar tus lingotes crudos en obleas y, segundo, cómo vas a singularizar (separar) tus obleas después de haberlas cortado? Este sencillo árbol puede simplificar el proceso de pensamiento.
Árbol de decisión
- Si la tarea que tiene entre manos implica cortar los lingotes en obleas, entonces nuestras sierras de múltiples hojas de alambre de diamante (no métodos de corte) son el camino a seguir; sintonice el corte mínimo y el TTV, no según el proceso utilizado.
- La forma más sencilla de singular obleas preparadas con troqueles de más de 150 micrones es un sistema de corte en cubitos de cuchilla estándar (corte en cubitos de sierra).
- En el caso de preparar y cantar obleas con troqueles finos (<100 micras); troqueles frágiles o muy duros como los de SiC o zafiro; Sugerimos el uso de tecnologías láser y de corte sigiloso porque cortan de manera limpia y cerca de cero corte manteniendo la integridad estructural.
- Para troqueles pequeños, ya sea cortados en grupos grandes; (muchas obleas pequeñas y densas); o como una sola capa; - el corte en cubitos con plasma (que puede singularizar toda la matriz de troqueles a la vez) es otra alternativa que utiliza un corte cercano a cero.
También hay una decisión de construir versus comprar. Traer un proceso internamente, traer consigo bienes de capital y operadores capacitados; la subcontratación a un servicio de corte en cubitos reemplaza eso con un cargo por oblea. Como regla general, un volumen alto y constante favorece la posesión de la herramienta, mientras que un volumen bajo o variable y materiales exóticos favorecen una oficina de servicios, al menos hasta que el volumen sea lo suficientemente alto como para justificar el desembolso de capital. Para cortar, específicamente, nuestro máquinas de sierra multicable están diseñados para la producción interna de obleas de alto rendimiento.
Control de calidad: pérdida de quirófano, desconchado, TTV y resistencia del troquel

¿cómo se realiza el control de calidad y la inspección en el corte en cubitos de obleas?
La calidad del corte se mide por el tamaño de desconchado frontal y posterior, la resistencia a la rotura del troquel y la precisión de la colocación del corte, medidos con metrología óptica y, para grietas ocultas, microscopía acústica de barrido en modo C. El corte a lo largo del borde del troquel es el modo de falla dominante, y la pérdida de rendimiento en el corte se reduce a tres cosas: corte, mala colocación, contaminación y desconchado, que los operadores expertos observan de cerca en cada oblea.
Ya sea que esté cortando en cubitos obleas de silicio o cortando en cubitos obleas semiconductoras, los desafíos más comunes para cortar en cubitos de obleas se remontan al proceso de corte en sí. Estos desafíos en el corte en cubitos de oblea «el corte, el agrietamiento y la deriva a medida que la sierra mueve la oblea a lo largo de cada calle « hacen que una técnica disciplinada de corte en cubitos de oblea sea esencial, y la elección del corte en cubitos con cuchilla o láser establece el techo en lo que se puede lograr. Los operadores mantienen la oblea plana y ajustan los parámetros del proceso para proteger la calidad de la superficie de la oblea y la calidad general de la oblea en el borde del troquel; Estos son los tipos principales de control de corte en cubitos de oblea semiconductora, y una sierra de corte en cubitos de oblea desgastada aparece rápidamente como desconchado.
En el caso específico del corte en cubitos de oblea de silicio, se requerirán mayores grados de precisión al disminuir los tamaños de las matrices y, por lo tanto, se aplicarán tolerancias más finas. De manera similar, en el lado del corte, los controles deberán considerar la uniformidad y precisión de las corte junto con la planitud (arco, urdimbre y TTV). En cualquier área, se debe comprender una constante: el daño causado antes sólo se dará a conocer a un costo mayor más adelante; El daño superficial causado por el corte determinará qué tan delgada se puede moler una oblea sin romperse, y nuestra guía para adelgazamiento de obleas comienza con la calidad cortada. Las RPM del husillo normalmente oscilarán entre 15.000 y 30.000, e incluso más a 60.000 rpm con cortes finos, pero eso puede introducir un desafío de vibración entre una calle de corte suave y un troquel roto.
Perspectivas de la industria: hacia dónde se dirige la singulación (2025-2026)

Pero las realidades físicas, no económicas, lo están cambiando todo: el hecho de que los troqueles se están volviendo más agitados (muy por debajo de 100 µm) y que los volúmenes de SiC y GaN continúan disparándose, ambos castigando el corte mecánico. Por lo tanto, la singulación back-end se inclina cada vez más hacia métodos de kerf cero como el láser o la tecnología sigilosa, como lo es incluso el plasma; Para el corte frontal con técnicas de corte, los alambres de diamante son cada vez más finos para maximizar la utilización de materias primas preciosas.
La lección práctica para los compradores es: dejen de tratar todas las líneas de 2026, en particular aquellas que esperan procesar dispositivos de menos de 100 µm, como entornos de aserrado de cuchillas, ¡o prepárense para incluir capacidad láser o sigilosa en ellas!
Mirando dónde está el esfuerzo, es en flujos híbridos que combinan enfoques. Las presentaciones recientes lo muestran corte láser sigiloso trasero y secuencias de láser más grabado para aumentar la resistencia a la rotura del troquel. Solo como información de fondo, los observadores del mercado predicen el crecimiento del equipo de corte de solo un dígito medio hasta principios de 2030, por lo que no es la métrica principal en comparación con un cambio de método desde cualquier cifra de tamaño de mercado principal. Si está planeando su expansión de capacidad para 2026, seleccione herramientas de corte en cubitos en su troquel más delgado y corte cables en su especificación de corte más ajustada. El riesgo para los compradores es el de utilizar cubitos de cuchillas porque es familiar, incluso cuando el trabajo fino de SiC y GaN ya ha avanzado.
Preguntas frecuentes
¿cuál es la diferencia entre cortar y cortar en cubitos?
Ver respuesta
El corte de obleas es un paso frontal: corta un lingote cristalino en obleas delgadas y desnudas con una sierra de alambre de diamante, antes de que exista cualquier circuito. El corte en cubitos de oblea es un paso posterior: separa una oblea terminada que contiene un circuito en troqueles individuales utilizando una sierra, láser, plasma o herramienta furtiva. Se asientan en extremos opuestos de la vida útil de la oblea y funcionan en máquinas completamente diferentes, por lo que son etapas secuenciales en lugar de dos métodos entre los que se elige.
¿es lo mismo cortar en cubitos con oblea que singular con troquel?
Ver respuesta
Sí. La singulación de troqueles es el nombre formal del corte en cubitos de oblea, el proceso de back-end que separa una oblea terminada en troqueles o chips individuales. Ambos términos se utilizan indistintamente en la fabricación de semiconductores. La singulación cubre las cuatro familias de métodos: corte en cubitos con cuchilla (sierra), corte en cubitos láser, corte en cubitos de plasma y corte en cubitos sigilosos, cada una de las cuales corta las calles que corren entre los troqueles. Entonces, cada vez que lees la singulación del troquel, imagina el paso de corte en cubitos cerca del final de la línea.
¿el corte con láser reemplaza al corte con cuchilla?
Ver respuesta
No del todo. El corte en cubitos con láser gana en obleas delgadas y calles estrechas, donde corre mucho más rápido y deja menos daño mecánico. Pero el corte en cubitos con cuchillas es más barato de poseer y proporciona una excelente calidad de pared lateral en silicio más grueso y rentable, por lo que sigue siendo el valor predeterminado para muchos productos de gran volumen. La elección del método sigue el espesor y el material del troquel, no la novedad, y muchas fábricas ejecutan ambos, haciendo coincidir cada método con el producto en línea.
¿cuál es la diferencia entre el proceso CZ y FZ?
Ver respuesta
Czochralski (CZ) y float-zone (FZ) son dos formas de hacer crecer el lingote de silicio que luego corta en rodajas. CZ extrae un cristal de una masa fundida y domina la producción de gran volumen, mientras que FZ proporciona mayor pureza para dispositivos de potencia y RF.
¿qué es la extracción de muestras de obleas y en qué se diferencia de la extracción en cubitos?
Ver respuesta
Coring taladra obleas redondas más pequeñas o prueba cupones con una oblea más grande, cambiando su forma. Cortar en cubitos una oblea terminada en muchos troqueles rectangulares a lo largo de las calles. En resumen, la extracción de núcleos remodela el silicio mientras que cortarlo en cubitos se singula en chips.
¿puede una máquina cortar y cortar en cubitos?
Ver respuesta
No, las dos etapas necesitan máquinas diferentes. El corte en rodajas pasa una sierra de diamante de varios hilos a través de un lingote para hacer obleas desnudas, mientras que el corte en cubitos utiliza una sierra, un láser o una herramienta de plasma en una oblea terminada para separar los troqueles. Son simplemente máquinas diferentes construidas para diferentes etapas.
En resumen, cortar y cortar en cubitos no son métodos rivales, sino dos etapas secuenciales de la misma oblea: una sierra de alambre de diamante corta el lingote en obleas desnudas en el extremo frontal, y una sierra, láser, plasma o herramienta furtiva corta en cubitos la oblea terminada en troqueles individuales en el extremo posterior. Haga coincidir cada máquina con su propia etapa y haga coincidir el método de corte en cubitos con el espesor y el material de su troquel.
Convierta lingotes en obleas a escala de producción con DONGHE.
Explore las máquinas de sierra multicable DONGHE →
Por qué escribimos esto
DONGHE (Shanghai Donghe Science and Technology Co., Ltd.) fabrica sierras de alambre de diamante para cortar silicio, SiC y zafiro, con más de 10 000 cajas de corte en más de 300 clientes globales. Vemos la confusión entre cortar y cortar en cubitos constantemente en las preguntas de los compradores, por lo que esta guía para cortar en cubitos y cortar en cubitos de obleas separa las dos etapas y comparte los datos de corte frontal que los recursos exclusivos para cortar en cubitos omiten. Revisado por el equipo técnico de Shanghai Donghe Science and Technology Co., Ltd.
Referencias y fuentes
- Caracterización de SI en procesos de adelgazamiento y singulaciónBiblioteca Nacional de Medicina (PMC) de los NIH
- Corte de ultraprecisión de obleas 4H-SiCBiblioteca Nacional de Medicina (PMC) de los NIH
- Cortar en cubitosWiki de instalaciones de nanofabricación Lurie, Universidad de Michigan
- Tamaño de desconchado en cubitos de oblea de Si y SiC con hoja de sierra de diamanteCienciaDirecta
- Reciclaje de silicio Kerf-Loss procedente del corte con sierra de alambre de diamanteCienciaDirecta
- Cortar en cubitos por ablación láser para sierras de oblea ultrafinasIngeniería de semiconductores
- Cortar en cubitos de obleaResumen de semiconductores
- Die SingulaciónWikipedia
- US20120211748A1: Método de cortar en cubitos una oblea (Stealth)USPTO a través de Google Patents
- Aserrado de alambre de diamante para energía fotovoltaica, desafíosTecnología fotovoltaica