與東河公司聯繫

更新於 2026 年 6 月 由上海東河科技有限公司技術團隊審核
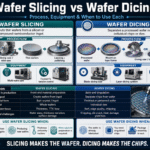
這句話 晶圓切片與晶圓切割 聽起來像是兩種相互競爭的切割方法之間的選擇。這不是。晶圓切片與晶圓切割實際上是關於兩個連續生產階段的問題,而不是兩個相互競爭的工具。切片和切塊是在晶圓壽命的兩端完成的兩種不同的工作:切片在開始時將結晶錠變成裸薄片,切塊在最後將成品的帶有電路的晶圓切成單獨的晶片。混淆兩者會導致買家比較從未有替代品的機器,並忽略其實際材料和成本損失發生的地方。.
簡短的答案:(前端)晶圓切片使用 a 將結晶傳統 inyog(或 SiC/藍寶石)變成薄晶圓 鑽石絲鋸. (後端)晶圓切割透過使用雷射、等離子體或隱形製程模具鋸或刀片鋸(切割鋸)或切割技術(例如隱形過程)。它們是在一塊材料上依序運行的階段,而不是其中一個或另一個之間的選擇。.
關鍵要點
- 切片是前端(在 yasou、Asaris 或 you 中);切塊是(你體內晶圓的後端)。不同的機器。不同的焦點。.
- 隱形切割可在 153 kgf 斷裂強度下留下 60μm 矽晶片,是所有測試的晶片單一方法中最高的。.
- 刀片切割切口運行約 20-50m;雷射降至 10m 以下;等離子體和隱身接近零切口。.
- 在切片中,將鑽石線切口從 0.15 毫米降至 0.06 毫米,每 200 毫米鑄錠的晶圓數量從約 571 個增加到約 769 個 (+35%)。.
- 雷射並不能「簡單地擊敗」刀片,事實上,即使在矽上,刀片仍然更具成本效益,因為矽的安裝相對昂貴且成本驅動,其側壁品質非常好。.
快速規格:切片與切塊
| 晶圓切片 | 錠/圓 → 薄裸薄片(前端) |
| 晶圓切割 | 晶圓成品 → 單一晶片(後端/晶片分離) |
| 切片工具 | 鑽石多線鋸 |
| 切割工具 | 切割鋸、雷射、等離子、隱形雷射 |
| 切割寬度項 | 切片:金屬絲切口 |切塊:街道內的切口 |
| 典型材料 | Si、SiC、藍寶石、GaN、玻璃 |
切片與切塊一目了然

如果你只記得一件事,請記住順序。晶圓是 切片 曾經,接近其生命的開始,並且 切丁 有一次,接近尾聲。介於兩者之間的是研磨、拋光、摻雜、電路圖案,並且經常變薄。因此,當有人問切片還是切塊「更好」時,誠實的答案是,這個問題混合了兩個階段,永遠不會競爭同一工作。.
我們建議將其稱為"切片然後骰子時間線",因為錠在前級被切片一次,然後許多成品晶圓在後級被切成一次,並且 大學 fab 指南 描述相同的前後序列,同時我們希望將您研究的任何流程或設備「擬合」到下面的 9 點切片與骰子矩陣的相關一半上。.
| 類別 | 晶圓切片 | 晶圓切割 |
|---|---|---|
| 階段 | 前端(第一次切割) | 後端(包裝前的最後一次切割) |
| 輸入 | 結晶錠/晶錠 | 成品、圖案化晶圓 |
| 輸出 | 裸晶圓(尚未電路) | 個人死亡/晶片 |
| 切割寬度項 | 線切口 | 街道/抄寫線內的切口 |
| 主要工具 | 鑽石多線鋸 | 切割鋸、雷射、等離子、隱形 |
| 典型的削減計數 | 數百根平行線同時出現 | X 和 Y 數千條街道 |
| 產量單位 | 每錠晶圓 | 每個晶圓都有好模具 |
| 主要成本驅動因素 | 原料矽的切口損失 | 吞吐量和模邊產量 |
| 典型的品質指標 | 切口、TTV、弓/經 (μm) | 切屑尺寸和模具斷裂強度 |
源自學術同行評審和標準來源的自由合成(如下所列);每種產品的切割次數取決於晶圓直徑和晶片尺寸。.
晶圓切片,解釋:錠到晶圓

晶圓切片是將生長的結晶鑄錠變成薄而扁平的晶圓的前端過程。如今,它幾乎完全由鑽石線鋸完成,其中一根塗有鑽石磨料的鋼絲纏繞在數百個平行導軌上,一次將整個鑄錠切割成晶圓。.
較舊的漿料和內徑刀片方法已基本退役,它們造成的問題是浪費:內徑刀片每次切割可丟棄 200 ± 300 µm 矽,而現代鑽石線將切口修剪至約 50 ± 70 µm × 數十微米每個晶圓上保存的原料。.
切片品質是透過切口寬度、總厚度變化 (TTV)、弓和經線以及地下損壞來判斷的。這些為下游的一切設定了上限:從具有高 TTV 的鋼絲鋸上脫落的晶圓在不去除額外材料的情況下無法拋光平整,而深鋸損壞則限制了以後可以研磨的薄度。根據鑽石線切割研究,將 TTV 保持在約 10 µm 以下會急劇切割拋光機必須去除的原料。. 作為矽、矽和藍寶石多線鋸的製造商,我們親眼目睹了這一點:早在晶圓到達切割工具之前,客戶就已經在線槽上追逐每公斤原料中更多的晶圓,輸贏了。.
切口損失並非微不足道。正是因為矽變成了鑽石線切割的前端研究才存在 切口切屑是原料的很大一部分 該工廠試圖回收。對於單晶錠來說,從金屬絲切口上剃下的每一微米都是矽,它變成了可銷售的晶圓而不是漿料。晶圓加工從這裡開始:單一晶圓必須從鋸子上脫落得足夠平,以便進行先進的半導體工作。標準矽晶圓為大多數半導體產業提供原料,半導體生產中的這種前端製程是整個半導體製程鏈的關鍵工藝,後續的蝕刻製程和切丁依賴於此。有關材料本身的更深入了解,請參閱我們的指南 矽片材料.
晶圓切割,解釋:晶圓死亡

晶圓切塊 (Wafer dicing into) 也稱為晶片單一化 (die singulation (togue)),是將完整的電路軸承晶圓切割成單一晶片的後端切塊過程。此晶圓切塊過程僅在晶圓完全圖案化後運作。.
當晶圓到達切丁時,它已經可以在厚度約775 µm 的300 毫米晶圓上容納數百到超過100,000 個晶片,每個晶片之間由一條與街道相連的狹窄車道或已縮小的劃線15 隔開。多年來,在密集的設計下,從 100 µm 左右減少到 20 × 40 µm。切塊必須砍伐這些街道,而不會破壞兩側的活動電路。.
當切片使用單一工具時,切塊提供了四個相互競爭的工具系列:機械切塊鋸、雷射切塊、等離子切塊和隱形切塊。晶片安裝在拉伸在切塊框架上的粘性切塊帶上,以便模具在切割期間和切割後保持原狀,紫外線釋放帶用於精緻的基材,因為一旦固化,它就會乾淨地消失。. 死單一化 如果碎裂導致晶片破裂,晶圓的價值最終解鎖或被摧毀。這裡的問題是真錢:100,000 片晶圓上的單一破裂晶片是廢品,選擇錯誤的切塊方法會使損失倍增。.
每種切丁技術包括運行鑽石切丁刀片的機械切丁鋸、雷射切丁過程或等離子體步驟 2 是與設備及其半導體材料相匹配的獨特切丁方法。鑄造廠權衡切丁要求、切丁挑戰和給定切丁系統提供的切丁解決方案,並且許多外包到晶圓切丁服務,而不是在內部運行精密晶圓切丁。切丁是最終將一個晶圓變成許多半導體裝置的過程。要了解切丁在更廣泛的流程中的位置,請閱讀我們的概述 半導體製造製程.
實際重要的 8 個差異

您可以在概覽表上找到八個維度,但這裡快速概述了為什麼您可能在每種情況下購買不同的產品。第一:比較兩種完全不同的產品,「以價格購買」將切塊鋸與線鋸進行比較。如果它不能完成這項工作,那麼它根本無法完成,甚至不可能在兩個不相關的工具之間進行比較。你無法創建線鋸,它永遠不會將圖案晶圓變成晶圓,而切塊鋸永遠不會將錠變成晶圓。.
““ 常見錯誤
也指定晶圓切割,但不指示在哪個階段。有些人引用了前端多線切片,其他後端雷射切割回答了 2 個截然不同的問題。始終狀態輸入(錠或成品晶圓)和輸出(晶圓或晶片)。 .
推動資金的是切寬項,產量單位是切寬項和產量單位。對於切片,切口與鑄錠有關,並以每個鑄錠的晶圓進行評估。對於切削切口,評估相對於街道進行評估,並且評估是用每個晶圓的良好模具進行的。將兩個模型結合起來表示成本會導致買家專注於週期的廉價部分並忽略成本較高的過程。風險是真實的,因為這兩個階段回答了不同的問題,因此看起來具有可比性的引號從來都不是可見分離的 美國專利商標局關於雷射和蝕刻組合單一化的文件.
比較四種切塊方法:刀片、雷射、等離子、隱形

(許多指南中都提到了典型的三向切丁。實際上,四(當包括隱身時)在kenf、切丁性能、速度、模具強度等方面具有不同的強度。本頁列出了四種:四方法單選記分卡。跨切口的比較、切丁性能、模具強度等)
單切切法的三種主要類型是什麼?
傳統意義上的主要有三種:機械刀片(鋸)切丁、雷射切丁和等離子切丁。第四種是隱形切丁,使用聚焦在晶圓內部的紅外線雷射,現已成為主流。刀片切丁研磨街道,雷射燒蝕街道,等離子體同時蝕刻每條街道,隱形形成埋藏的裂縫,然後磁帶將其折斷。.
| 方法 | 機制 | 克爾夫 | 相對強度/速度 | 最適合 |
|---|---|---|---|---|
| 刀片(鋸) | 鑽石刀片轉速為 15,000 dISL60,000 rpm | ~20°C50μm | 出色的側壁;薄模具速度較慢 | Si 較厚,成本驅動的數量 |
| 雷射消融 | 脈衝雷射去除街道材料 | <10微米 | 比超薄刀片快約 6.3× | 薄薄的薄餅,狹窄的街道 |
| 等離子體 | 所有街道同時進行化學蝕刻 | 接近零 | 高吞吐量;需要屏蔽 | 緻密、小模具/MEMS |
| 隱密 | 紅外線雷射在晶圓內部破裂,然後破裂 | 接近零 | 最高模具強度;乾燥,無碎片 | 易碎/超薄模具 |
各種同行評審和貿易期刊出版物產生的 Kerf 和切削力的數據,全部引用如下。.
這個隱密強度數字總是令人震驚。根據同行評審的測試,將蘋果與蘋果進行比較時, 隱形切割 60μm 矽晶片的斷裂強度達到 153 kgf,是所有研究方法中最高的. 這很重要,因為薄晶片的故障幾乎總是後端應力,而不是切塊的結果。.
“與雷射切割相比,切削刀片切割仍然是一個重要的工藝,具有優異的側壁品質和相對較低的成本,該方法應遵循材料和模具厚度,而不是時尚。”
切口、街道寬度和物質損失:錢去哪裡

兩個階段都以切口的形式丟棄材料,但經濟因素存在於不同的地方。在切片中,切口會失去原料矽;在切塊中,切口會吃掉原本可以容納更多模具的街道寬度。我們稱之為雙面視圖 切口到街道的成本矩陣:前端切口以每個錠的晶圓支付,後端切口以每個晶圓的晶片支付。.
工程說明 每個錠有 1 個晶圓
每個錠的晶圓 = 可用錠長度 ERT(晶圓厚度 + 角)。將 200 毫米可用矽柱切成 0.20 毫米晶圓。傳統 0.15 毫米角:200 RIST (0.20 + 0.15) = 571 個晶圓. 將鑽石線拉緊至 0.06 毫米切口:200 RIST (0.20 + 0.06) = 769 個威化餅同樣的錠, +35% 更多晶圓, ,稍後出現的模具零變化。插入您自己的鑄錠長度、目標厚度和線角以調整您的實際產量。.
現在是違反直覺的部分薄死反轉. 。 刀片切削看起來最便宜,因為設備購買起來最便宜。但模具厚度低於約 100 µm,情況會相反:薄模具很脆弱,刀片碎裂和開裂驅動會產生損失,從而淹沒設備節省。在超薄晶圓上, 雷射燒蝕比刀片切削快約 6.3 倍 (每片晶圓約 25 分鐘),同時留下更堅固的晶片邊緣。一旦計算報廢模具,“便宜”方法就變得昂貴。.
材料匹配工藝:矽、矽、藍寶石和玻璃

當然,有些材料本身僅厚度並不是決定因素;然而,它們本身並不是決定因素。對材料硬度和斷裂性能有特殊要求。標準矽可以工作,但材料要困難得多,即;更硬、更堅韌、更脆,例如碳化矽、藍寶石,甚至氮化鎵;當被不相容的機械切割時,將更容易碎裂或斷裂。.
| 材質 | 切片方法 | 切割方法 |
|---|---|---|
| 矽 | 鑽石絲鋸(成熟) | 刀片厚;雷射/隱形薄 |
| SiC | 鑽石絲鋸,慢進給 | 超薄鑽石刀片或雷射 |
| 藍寶石 | 鑽石絲鋸 | 隱形/雷射限制碎裂 |
| 玻璃/gan | 鋼絲鋸或成年的 | 雷射或等離子體,機械應力低 |
對於我們自己使用碳化矽或藍寶石的工作;我們經常發現客戶也可能沒有充分利用我們工具的動力,以如此低的速度切割它們;他們在後續加工階段無意中引入了昂貴的問題;例如過度拋光,甚至邊緣損壞,最終影響晶圓本身的切塊;請參閱我們的論文 碳化矽磨料; ;或任何我們的專用工具,例如 SiC 晶圓切割 和 藍寶石晶圓切片 系統。.
在切片和切塊之間進行選擇:決策框架

鑑於現在有兩個相互排斥的過程;你的選擇也是兩個不同的選擇。第一;第二,你要如何將原錠切成薄餅,第二,你要如何在薄餅被切割後將其分離(分離)?這棵簡單的樹可以簡化思考過程。.
決策樹
- 如果您手頭上的任務涉及將鑄錠切割成晶圓,那麼我們的鑽石線多刀片鋸(不是切割方法)就是您的最佳選擇;調整最小切口和 TTV,而不是透過所使用的流程。.
- 選擇模具長度超過 150 微米的晶圓的最簡單方法是標準葉片切削系統(鋸切切削)。.
- 在準備和演唱薄模具(<100微米)的晶圓時;易碎模具或非常硬的模具,如矽碳或藍寶石模具;我們建議使用雷射和隱形切割技術,因為兩者都能乾淨地切割並接近零切口,同時保持結構完整性。.
- 對於小模具,無論是作為大組切割; (許多小而緻密的晶圓);或作為單層;等離子切割(可以同時單一整個晶片陣列)是另一種利用接近零切口的替代方案。.
也有建造與購買的決定。將流程帶入內部,帶來資本設備和訓練有素的操作員;外包給切塊服務,以每晶圓收費取代。根據一般經驗,穩定的高產量有利於擁有該工具,而低或可變的產量和奇異的材料有利於服務局--至少直到數量足夠高以證明資本支出的合理性。具體來說,對於切片,我們的 多線鋸機 專為內部高通量晶圓生產而設計。.
品質控制:切口損失、碎裂、TTV 和模具強度

晶圓切塊的品質控制和檢驗如何進行?
切割品質透過正面和背面切屑尺寸、模具斷裂強度和切割放置精度來衡量,透過光學計量以及 C 模式掃描聲學顯微鏡(對於隱藏裂縫)進行測量。沿著模具邊緣的切屑是主要的失效模式,切屑中的產量損失可分為三件事:切屑錯位、污染和切屑,熟練的操作員會在每個晶圓上密切注意這些情況。.
無論您是切割矽晶圓還是切割半導體晶圓,最常見的晶圓切割挑戰都可以追溯到切割過程本身。當鋸子沿著每條街道移動晶圓時,晶圓切割、切碎和漂移等挑戰使得嚴格的晶圓切割技術變得至關重要,而葉片切割或雷射的選擇設定了上限。操作員將晶圓保持平整並調整製程參數,以保護晶圓表面品質和晶片邊緣的整體晶圓品質;這些是半導體晶圓切割中切屑控制的核心類型,磨損的晶圓切屑鋸很快就會出現切屑。.
在矽晶圓切割的具體情況下,隨著晶片尺寸的減小,將需要更高的精度,因此將應用更精細的公差。同樣,在切片方面,檢查需要考慮切口均勻性和精度以及平坦度(弓形、經線和 TTV)。在任一領域,都必須理解一個常數:較早造成的損壞只會以較高的成本在以後才會被知曉;切割造成的表面損壞將決定晶圓在不破裂的情況下磨削的厚度,以及我們的指南 晶圓稀疏 從切片品質開始。主軸轉速通常範圍為 15,000 至 30,000,在 60,000 rpm 時甚至更高,並進行精細切割,但這可能會在光滑切割的街道和破碎的模具之間引入振動挑戰。.
產業展望:單一化的方向(2025-2026)

但物理而非經濟的不切實際正在改變一切--事實上,模具正在變得越來越嚴重(遠低於100 µm),而且SiC 和GaN 體積繼續飆升,這兩種方法都懲罰著機械切割。因此,後端單向越來越轉向零切口方法,例如雷射或隱形技術,甚至等離子體也是如此;對於使用切片技術進行前端切割,鑽石線變得越來越細,以最大限度地提高寶貴的原料利用率。.
買家的實用課程是:停止處理所有 2026 年生產線,特別是那些希望處理低於 100 µm 設備的生產線,例如刀片鋸切環境,或準備好在其中添加雷射或隱形功能!
看看努力在哪裡,它是在混合流中結合方法。最近的文件顯示 背面隱形雷射切割 以及雷射加蝕刻序列以增加模具斷裂強度。僅作為背景信息,市場觀察者預測到 2030 年初,除冰設備僅增長到中位,因此與從任何主要市場規模數字轉移的方法相比,這不是主要指標。如果您計劃 2026 年產能擴張,請在最薄的模具上選擇切削工具,並在最緊密的切口規格上切線。買家面臨的風險是預設使用刀片切削,因為即使薄的 SiC 和 GaN 工作已經開始,刀片切削也很熟悉。.
常見問題
晶圓切片和晶圓切塊有什麼不同?
查看答案
晶圓切片是一個前端步驟:在任何電路存在之前,用鑽石線鋸將結晶錠切割成薄而裸的晶圓。晶圓切割是一個後端步驟:它使用鋸子、雷射、等離子或隱形工具將成品的帶有電路的晶圓分離成單獨的晶片。它們位於晶圓壽命的兩端,並在完全不同的機器上運行,因此它們是連續的階段,而不是您選擇的兩種方法。.
晶圓切割與晶片分離相同嗎?
查看答案
是的。晶片分離是晶圓切割的正式名稱,晶圓切割是將成品晶圓分離成單一晶片或晶片的後端過程。這兩個術語在半導體製造中可互換使用。單一化涵蓋所有四種方法系列:刀片(鋸)切割、雷射切割、等離子切割和隱形切割,每種方法都沿著晶片之間的街道進行切割。因此,每當您閱讀晶片單一化時,請在行尾附近想像切割步驟。.
雷射切丁可以取代刀片切丁嗎?
查看答案
不完全。雷射切塊在薄薄的晶圓和狹窄的街道上獲勝,在那裡它運行得更快,並且留下的機械損壞更少。但刀片切塊擁有成本更低,並且在更厚、成本驅動的矽上提供出色的側壁質量,因此它仍然是許多大批量產品的預設值。方法選擇遵循模具厚度和材料,並不新穎,許多晶圓廠同時運行這兩種方法,將每種方法與生產線上的產品相匹配。.
CZ 和 FZ 流程有什麼不同?
查看答案
直拉 (CZ) 和浮區 (FZ) 是生長矽錠的兩種方法,隨後將其切片切成晶圓。 CZ 從熔體中拉出晶體並在大批量生產中佔據主導地位,而 FZ 則為功率和射頻設備提供更高的純度。.
什麼是晶圓取芯?它與切塊有何不同?
查看答案
取芯從較大的晶圓中鑽出較小的圓形晶圓或測試試片,改變其形狀。切塊將成品晶圓切割成街道上的許多矩形模具。簡而言之,取芯重塑了矽,同時切塊將其單挑成晶片。.
一台機器可以同時進行切片和切丁嗎?
查看答案
不,這兩個階段需要不同的機器。切片在鑄錠上運行鑽石多線鋸來製造裸薄餅,而切割則在成品薄餅上使用鋸子、雷射或等離子工具來分離模具。它們只是為不同階段製造的不同機器。.
簡而言之,切片和切塊不是競爭對手的方法,而是同一晶圓的兩個連續階段:鑽石線鋸將錠切成前端的裸晶圓,鋸、雷射、等離子或隱形工具將成品晶圓切成薄片。後端的單一模具。將每台機器與自己的級相匹配,並將切塊方法與模具厚度和材料相匹配。.
與東河一起以生產規模將錠轉化為晶圓。.
探索東河多線鋸機→
我們為什麼寫這個
東和(上海東和科技有限公司)生產用於切片矽、矽和藍寶石的鑽石絲鋸,在全球 300 多家客戶中擁有 10,000 多個切割盒。我們看到買家問題中不斷出現切片與切片的混亂,因此本晶圓切割和切片指南將兩個階段分開,並共享僅切割資源遺漏的前端切口數據。經上海東和科技有限公司技術團隊審核。.
參考文獻和來源
- 稀疏和單一化過程中的矽表徵NIH 國家醫學圖書館 (PMC)
- 4H-SiC 晶圓的超精密切割NIH 國家醫學圖書館 (PMC)
- 切割Lurie 奈米製造設施 Wiki,密西根大學
- Si 和 SiC 晶圓切削中的切屑尺寸,用鑽石鋸片切割科學直接
- 從鑽石鋸切中回收角質層損失矽科學直接
- 超薄晶圓鋸雷射燒蝕切割半導體工程
- 晶圓切割半導體文摘
- 死亡單數維基百科
- US20120211748A1:晶圓切割方法(隱形)美國專利商標局透過 Google 專利
- 光伏鑽石鋼絲鋸切,挑戰光電技術