Póngase en contacto con la empresa DONGHE

Por el equipo técnico de Shanghai Donghe Science and Technology Co., Ltd. · Actualizado en junio de 2026
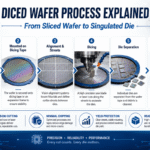
El proceso de oblea cortada en cubitos es el paso de fondo en el que una oblea semiconductora terminada se corta en cientos o miles de matrices individuales, cada una de las cuales es un chip de trabajo listo para empaquetar. También se llama singulación de troqueles y se encuentra al final del flujo fabuloso: un lingote se corta en obleas, las obleas se modelan y adelgazan, y solo entonces se cortan en cubitos. Esta guía para cortar en cubitos obleas recorre la secuencia completa estación por estación, compara los cuatro métodos principales de corte en cubitos con números reales de corte y velocidad de alimentación, y muestra dónde se pierde la mayor parte del rendimiento.
El proceso de oblea cortada en cubitos separa una oblea terminada en troqueles individuales, casi siempre como última operación antes del embalaje. Los ingenieros eligen entre cuatro métodos, cuchilla, láser, plasma y corte en cubitos sigilosos, que difieren principalmente en el ancho de la barrida (desde aproximadamente 20-40 µm hasta casi cero) y en cuánto debilitan la matriz. La elección del método depende del espesor de la oblea, la dureza del material, el presupuesto de ancho de la calle y la resistencia a la rotura del troquel que necesita el paquete.
Especificaciones rápidas, corte típico de cuchillas de silicio de 200 mm
| Borde de la hoja (¦ ancho de la hoja) | 20-40 µm |
| Velocidad del husillo | 15.000-30.000 rpm (hasta 60.000) |
| Tasa de alimentación | 1-5 mm/s (prueba) → 25-75 mm/s (producción) |
| Tamaño de grano de diamante | 2-4 µm (fino) a 6-8 µm (materiales duros) |
| Profundidad de corte por pase | ≤500 µm |
| Cinta adhesiva | Liberación de UV (matriz fina) o azul/no UV (estándar) |
| Fuerza de rotura del troquel objetivo | ~500-1000 MPa (silicio) |
Los valores varían según el material, el tamaño del troquel y la máquina. Fuentes: Wiki del proceso LNF de la Universidad de Michigan y estudios de corte en cubitos publicados (lista de fuentes completa al final de esta guía).
¿qué es el proceso de oblea cortada en cubitos? (Explicación de la singulación de muerte)

La singulación de troqueles es la operación que convierte una oblea estampada en muchos chips separados. Después de la litografía y el grabado, construya los circuitos y, una vez que la oblea se adelgaza mediante rectificado posterior, los troqueles todavía se asientan en una sola hoja de silicio conectada por estrechos carriles en blanco llamados calles (o líneas de trazado). Cortes de cubitos a lo largo de esas calles para que cada troquel pueda recogerse y empaquetarse.
Ayuda a colocar los dados en el flujo más grande, porque se confunden dos pasos de corte. Primero, a la sierra de alambre corta el lingote de cristal en obleas crudaseso es cortar. Mucho más tarde, una vez fabricada completamente la oblea, cortarla en cubitos se singula en troqueles. El corte en cubitos y el corte en cubitos ocurren en extremos opuestos del proceso y utilizan máquinas diferentes: el corte en cubitos aguas arriba se maneja mediante a sierra de alambre para cortar obleas de silicona, mientras que el corte en cubitos utiliza una sierra de corte en cubitos, un láser o una cámara de plasma.
Recuerda el pedido de esta manera:
- Lingote → rebanar (sierra de alambre) → oblea desnuda
- Oblea desnuda → fabricación (el proceso de fabricación de litografía y grabado) → oblea estampada
- Oblea estampada → rectificada / delgada → dados → elegir → paquete
Dentro del proceso de fabricación de semiconductores más amplio, el corte en cubitos es el puente entre la fabricación frontal y el ensamblaje posterior: finaliza el proceso de fabricación en la oblea y comienza el proceso de ensamblaje en el troquel. Debido a que es el único paso de separación mecánica en un proceso que de otro modo sería aditivo en la fabricación de semiconductores, el corte en cubitos conlleva un riesgo de rendimiento considerable. La mayor parte del volumen de producción es el corte en cubitos de obleas de silicio, y el corte en cubitos de obleas de silicio establece las recetas básicas con las que se ajustan otros materiales, una sola oblea, una oblea de Si de 300 mm, puede producir miles de troqueles de oblea separados de una oblea completa. Una alternativa más antigua, el trazado de obleas, marca una línea poco profunda para que la oblea se rompa a lo largo de planos de cristal; es rápido y libre de tensiones, pero se limita a direcciones de escisión rectas.
Mientras que el corte se juzga por la planitud y la pérdida de corte en toda una bola, el corte en cubitos se juzga por los bordes del troquel sin virutas y por la resistencia a la rotura sobreviviente. Ambos pasos comparten un desafío raíz, cortan cristales duros y quebradizos, razón por la cual aparecen los mismos materiales en ambos mundos: silicio, carburo de silicio y zafiro. Si eres nuevo en el lado del sustrato, nuestra descripción general del principales tipos de obleas semiconductoras proporciona el trasfondo que supone el corte en cubitos.
El proceso de corte en cubitos de oblea, paso a paso

Una línea de corte de producción es una secuencia de siete estaciones, y cada una controla un modo de falla diferente. A esto lo llamamos flujo de extremo a extremo la secuencia de dados de montaje para elegir: cada dado tiene que sobrevivir a las siete estaciones para enviarse, por lo que la estación más débil establece su rendimiento.
| # | Estación | Propósito | Control de clave/modo de falla |
|---|---|---|---|
| 1 | Preparación para rectificado/acabado | Reducir la oblea al espesor final | Las semillas con daños residuales en la parte posterior se agrietan más tarde |
| 2 | Montaje de cinta y marco | Conecte la oblea a la cinta para cortar en cubitos en un marco de anillo | Burbujas de aire o adherencia débil → morir volar |
| 3 | Alineación/enseñar | La máquina reconoce las calles | La desalineación corta las estructuras de los dispositivos |
| 4 | Corte | La sierra, el láser o el plasma separan los troqueles | Astillas, ancho de corte, desgaste de la hoja |
| 5 | Enjuague y limpie | Enjuague los residuos con agua DI | Los residuos y las partículas fallan en la unión posterior |
| 6 | Inspección | Mida el desconchado y el corte | Troqueles descalificados de chips fuera de especificación |
| 7 | Curar, expandir y recoger con rayos UV | Cinta debilitada, troqueles extendidos, levántelos | Elija el troquel delgado con grietas de fuerza |
Lógica de estación compilada a partir de la wiki de corte en cubitos LNF de la Universidad de Michigan y notas de proceso de fabricación de equipos.
Algunas estaciones merecen una mirada más cercana. La alineación (estación 3) enseña a la sierra a garantizar la precisión en cada calle, los carriles de corte en blanco entre los troqueles, por lo que cada corte sigue el carril y nunca sujeta la estructura del dispositivo. La estación 2 es el proceso de montaje de la cinta: la oblea se une a una cinta para cortar estirada a través de un marco de anillo de metal; la cinta sujeta la oblea mientras el marco es lo que realmente agarra el mandril de la sierra. La cinta para cortar en cubitos debe mantener cada troquel en su lugar durante el corte y luego soltarlo limpiamente, razón por la cual se utiliza cinta de liberación de rayos UV para troqueles delgados y frágiles: una dosis de luz ultravioleta reduce su adhesión, por lo que los troqueles se desprenden sin tensión. Durante el corte (estación 4), se rocía agua DI sobre una hoja giratoria para eliminar los desechos y eliminar el calor de fricción, siguiendo las reglas de velocidad del husillo, alimentación y exposición documentadas por el Referencia de corte en cubitos de las instalaciones de nanofabricación Lurie de la Universidad de Michigan. En la estación final, la cinta se expande para abrir espacios entre los troqueles para que una herramienta de recogida y colocación pueda levantar cada uno.
¿cuánto tiempo tarda un ciclo típico de corte en cubitos de oblea en una oblea de silicio de 200 mm?
No existe un único tiempo de ciclo publicado, porque depende del tamaño del troquel, el número de cortes y el método. Para cortar en cubitos una oblea de silicio de 200 mm cortada en troqueles de 5 mm, espere aproximadamente 5 minutos de corte puro, pero decenas de minutos de un extremo a otro una vez que se agregan la alineación, indexación, limpieza e inspección.
Como estimación trabajada, alrededor de 40 líneas de corte por eje a una alimentación de 50 mm/s dan 40 × 2 × 4 s ¦ 320 segundos de corte. El corte en cubitos con plasma rompe este patrón: graba todas las calles en paralelo, por lo que su ventaja de tiempo crece a medida que aumenta el número de troqueles.
Los 4 métodos principales de corte en cubitos de obleas

Cuatro métodos dominan el proceso de oblea cortada en cubitos. Estos diferentes métodos de corte en cubitos se dividen en dos familias: métodos de contacto que tocan la oblea, corte en cubitos mecánico, también llamado corte en cubitos con sierra, utilizando cuchillas de diamante hechas en un husillo de hoja de sierra y métodos sin contacto (láser, plasma y sigilo). Se diferencian más en el ancho de la barrida, el material que consume un corte y en cuánto debilitan el troquel resultante. El corte en cubitos con cuchilla muele una ranura física; el corte en cubitos con láser vaporiza uno; el corte en cubitos con plasma graba químicamente todas las calles a la vez; y el corte en cubitos sigiloso deja la superficie de la oblea casi intacta, formando una línea de fractura enterrada que luego se separa.
| Método | Mecanismo | Bordillo típico | Rendimiento | Fuerza de troquel | Mejor ajuste |
|---|---|---|---|---|---|
| Hoja (mecánica) | Disco de diamante muele la calle | 20-40 µm | Serial; 25-75 mm/s | Más bajo (chip/microcrack) | Silicio estándar y más grueso; sensible a los costos |
| Ablación láser | El haz pulsado vaporiza la calle | Un solo dígito µm + zona de calor | Serial, a menudo multipaso | Moderado; escombros/HAZ | Calles delgadas, frágiles y estrechas |
| Plasma (DRIE) | El plasma de flúor graba todas las calles | ~10-20 µm | Paralelo (todo a la vez) | El más alto cortado en cubitos | Delgado <50 µm, MEMS, enlace híbrido |
| Sigilo (láser IR) | Capa modificada enterrada, luego expanda | ~Kerf-free | Rápido, seco, sin purín | Alto; competitivo con el plasma | Silicio ultrafino, crítico para el corte |
Datos de Kerf y temperatura del plasma de la literatura publicada sobre cubitos y wikis de procesos; Mecanismo de cubitos sigilosos según análisis revisado por pares (lista de fuentes completa al final de esta guía).
El corte en cubitos con plasma se enfría, el grabado químico mantiene la oblea por debajo de unos 60 °C y, como corta cada calle en un paso paralelo, escala bien cuando una oblea contiene decenas de miles de troqueles pequeños. El corte en cubitos sigiloso, originado por Hamamatsu, enfoca un láser infrarrojo interior el silicio para crear una zona subsuperficial modificada, el mecanismo de modificación interna reivindicado en Patente USPTO US 11.646.228 B2; Luego, la oblea se estira sobre su cinta hasta que se escinde a lo largo de esas zonas, sin eliminar material y casi sin residuos. Ese comportamiento sin cortes es la razón por la que el sigilo y el plasma se han apoderado en gran medida del segmento de envases avanzados y de matriz delgada.
Cómo elegir un método de corte en cubitos

La selección de métodos se reduce a una tensión tripartita que llamamos El triángulo de compensación entre el método de corte en cubitos: pérdida de corte, rendimiento y fuerza de rotura del troquel. Por lo general, puedes ganar en dos de estos y debes ceder terreno en el tercero, por lo que el método correcto es aquel cuyo eje débil importa menos para tu dispositivo y paquete.
La selección rastrea el espesor de la oblea y la dureza del material más que la preferencia de la marca, las mismas variables que fijan la configuración de la hoja y la alimentación en referencias de procesos fabulosos como Guía de corte en cubitos LNF de la Universidad de Michigan. Una cuchilla es rápida y barata, pero come el corte más ancho e inflige el mayor daño en los bordes. El plasma proporciona el corte más estrecho y los troqueles más fuertes, pero corta en paralelo sólo después de una costosa inversión en cámara y manipulación de gas. Stealth no elimina material y se seca, pero su rendimiento es sensible al grosor y al trazado de las calles.
Selector de método condicional
- Troquel delgado por debajo de ~100 µm, la resistencia es crítica → plasma o corte en cubitos sigiloso.
- Silicona estándar gruesa, calles generosas y económicas → corte en cubitos con cuchillas.
- Calles muy estrechas o troqueles por oblea máximos → plasma (kerf ~10-20 µm) o sigiloso (libre de kerf).
- Compuestos duros o quebradizos (SiC, GaAs) donde el desgaste de la hoja es severo → láser o sigiloso.
- Pilas MEMS, sensores o HBM para unión híbrida → plasma.
Vale la pena corregir un mito aquí. La literatura de proveedores a menudo afirma que el corte en cubitos con plasma siempre proporciona una mayor resistencia al troquel que el corte en cubitos sigiloso. La imagen revisada por pares es más cuidadosa: una revisión ampliamente citada de las tecnologías de singulación señala que la mejora de la resistencia posterior al corte en cubitos se ha convertido en un complemento de la mayoría de los métodos, lo que significa que la resistencia final depende en gran medida del posprocesamiento, no del método de corte solo. Los rangos de resistencia citados para los dos métodos se superponen. El plasma suele producir el más alto cortado en cubitos resistencia porque no deja capa de daño mecánico o térmico, pero el sigilo es competitivo en silicio delgado y puede cerrar la brecha después de los pasos de fortalecimiento de los bordes. Trate la resistencia como una compensación para diseñar, no como una competencia, un método siempre gana.
Ya sea que corte dados internamente o envíe obleas a servicios de corte en cubitos de oblea de precisión, anote sus requisitos de corte en cubitos antes de comprometerse con un método: grosor objetivo del troquel, ancho de calle, resistencia mínima del troquel y volumen. Las tiendas que ofrecen servicios de corte en cubitos de oblea de alta precisión asignan esos requisitos de proceso a una técnica específica de corte en cubitos de oblea y cotizan en su contra. Los desafíos más comunes de corte en cubitos de oblea, desconchado de bordes, desgaste de cuchillas y manejo de troqueles finos se vuelven más fáciles de resolver cuando sus necesidades de corte en cubitos se escriben como números en lugar de adjetivos, y las soluciones de corte en cubitos adecuadas generalmente quedan fuera de esa especificación de una página.
Sierras, cuchillas, cintas y consumibles para cortar en cubitos

Una configuración de corte en cubitos de cuchillas es un sistema de consumibles combinados, y aquí las pequeñas opciones impulsan la mayor parte del desconchado que se ve en la inspección. Cada cuchilla es un disco delgado abrasivo de diamante, generalmente de 20 a 40 µm de espesor, las cuchillas más delgadas cortan un corte más estrecho pero se doblan y rompen más fácilmente. El tamaño de la arena de diamante cambia la calidad en contra de la velocidad: la arena de 2 a 4 µm produce bordes más suaves y con menos microfisuras, pero se corta lentamente, mientras que la arena de 6 a 8 µm se reserva para materiales duros como el carburo de silicio. La unión que sujeta esos diamantes también importa, las uniones de níquel retienen la arena firmemente y duran mucho, las uniones de resina se cortan con menor fuerza y menos astillas, pero se desgastan más rápido, y las uniones de metal sinterizado se adaptan a los sustratos más duros.
📐 Nota de ingeniería « Exposición de la hoja y refrigerante
Establezca una exposición de la cuchilla mayor que la profundidad de corte más aproximadamente 25 µm de corte excesivo en la cinta, más un margen de seguridad de al menos 100 µm para que los desechos y la suspensión puedan salir del corte. Muy poca exposición atrapa los desechos y astilla el troquel. Haga funcionar agua DI como refrigerante en lugar de agua del grifo, su alta resistividad evita la contaminación iónica y la descarga electrostática, y los aditivos tensioactivos o antiestáticos ayudan a eliminar las partículas finas. Una cuchilla sin cubo con una brida grande y una exposición corta mantiene el descentramiento lateral bajo para bordillos estrechos de 12 a 25 µm.
La cinta es la otra mitad del sistema. La cinta de liberación UV es la predeterminada para matrices delgadas porque su adhesión se puede desactivar según demanda; la cinta azul sin rayos UV está bien para el silicio estándar. Para el silicio estándar, la cinta azul para cortar en cubitos sin rayos UV es la opción económica predeterminada; La cinta de liberación de rayos UV está reservada para troqueles delgados o frágiles. Para obleas de menos de 100 µm, una cinta de doble capa, una capa de adhesión más una capa absorbente de tensiones, evita que el troquel se flexione y agriete durante el corte. Las fábricas de gran volumen a menudo utilizan una sierra de corte doble con dos husillos que cortan en paralelo al rendimiento de elevación, aunque la mayoría de las sierras de corte mecánicas comparten la arquitectura de cuchilla, brida y refrigerante que se describe aquí. Si también está manipulando el lado abrasivo del procesamiento de materiales duros, nuestra nota es carburo de silicio como abrasivo explica por qué la forma de arena y la friabilidad cambian la agresividad con la que se corta una herramienta.
Dados específicos del material: Si, SiC, GaAs, vidrio y zafiro

Los parámetros de corte no son universales, cambian con la dureza y fragilidad del sustrato. El silicio es la línea de base madura. El carburo de silicio y el zafiro son extremadamente duros y desgastan las hojas rápidamente, la tenacidad a la fractura del SiC es de aproximadamente 1,4-1,8 MPa·m¹ᐟ² (medición revisada por pares, PMC) es la razón por la que su corte en cubitos avanza hacia métodos láser y sigilosos. El arseniuro de galio es suave pero muy quebradizo y produce polvo tóxico. Utilice la siguiente tabla como punto de partida para ajustar su propia máquina y diseño de troquel.
| Material | Clase/personaje | Alimentar | Husillo | Estar atento a |
|---|---|---|---|---|
| Silicio | Brittleness moderado | 25-75 mm/s | 30-50 krpm | Chip trasero en troquel delgado |
| Carburo de silicio (SiC) | Extremadamente duro | 20-40 mm/s | 25-35 krpm | Desgaste rápido de la hoja, calor |
| Arseniuro de galio (GaAs) | Polvo quebradizo y tóxico | 10-25 mm/s | 40-50 krpm | Microfisuras, control de polvo |
| Zafiro | Muy duro, quebradizo | Bajo | — | Riesgo de fractura catastrófica |
| Vidrio/linbo3 | Propenso a grietas subterráneas | Bajo | — | Flujo de refrigerante, tensión de montaje |
| Fosfuro de indio (InP) | Suave, se corta en los aviones | 10-25 mm/s | 30-40 krpm | Grietas de escisión, astillas |
| Nitruro de galio sobre zafiro (GaN) | Epi duro sobre sustrato duro | Bajo (láser/sigilo) | — | Delaminación de películas EPI |
| Germanio (Ge) | Suave, quebradizo | 15-40 mm/s | 30-45 krpm | Astillado de bordes, manipulación de infrarrojos |
| Cuarzo/sílice fundida | Duro, transparente, quebradizo | Bajo | — | Grietas subterráneas |
Matriz de materiales de la guía del fabricante de equipos; Dureza a la fractura de SiC (1,4-1,8 MPa·m¹ᐟ²) y datos de corte de 4H-SiC de estudios revisados por pares (lista de fuentes completa al final de esta guía).
Aquí nuestra propia experiencia se aplica un paso río arriba. DONGHE construye sierras de alambre de diamante que cortan lingotes de silicio, SiC y zafiro en obleas y en más de 10.000 cajas de corte de material frágil que la lección repite: con cristales duros y quebradizos, el daño que no se puede ver, las microfisuras subterráneas dejadas por un corte demasiado agresivo, es lo que limita la parte posterior. Ese principio se aplica directamente al corte en cubitos. En SiC y zafiro ralentizamos la alimentación y aceptamos más pases en lugar de perseguir la velocidad, porque un corte rápido que introduce daño subterráneo simplemente mueve la falla río abajo. Los ingenieros que ejecutan sustratos duros informan el mismo patrón en la sierra de corte en cubitos, razón por la cual Equipos de corte de obleas de SiC y sierras de corte de zafiro están diseñados para una eliminación controlada y con pocos daños en lugar de un rendimiento bruto.
Defectos, control de rendimiento y calidad en dados

Dos defectos dominan el rendimiento de los cortes y no son lo mismo. Una viruta es el desconchado de los bordes, un material que se desprende a lo largo de la línea de corte debido a una fractura frágil en la ranura. Una grieta es una microfisura subterránea que se propaga hacia las capas del dispositivo bajo tensión térmica o mecánica posterior. Las astillas son visibles y medidas directamente; Las grietas son las asesinas silenciosas que emergen como fallas de campo.
“La mejora de la resistencia de los troqueles después del corte en cubitos se está convirtiendo en el complemento de la mayoría de las tecnologías de corte en cubitos para lograr troqueles con alta resistencia a la fractura”
¿qué hace que las obleas se agrieten durante el corte en cubitos, en lugar de simplemente astillarse en los bordes?
Las grietas ocurren cuando el daño subterráneo por corte alcanza una profundidad y un nivel de tensión que permite que una falla se propague en lugar de permanecer local. Las astillas de borde son cosméticas hasta cierto punto, pero más allá de un tamaño umbral siembran esas grietas que se propagan, y en troqueles delgados, el desconchado de la parte posterior es el defecto dominante que limita la resistencia porque la superficie posterior ve la tensión de tracción más alta en la flexión.
Esto es El umbral de chip a crack: por debajo de un tamaño de chip crítico, el borde es simplemente rugoso, pero por encima de él, el chip se convierte en un sitio de inicio de grietas que reduce drásticamente la resistencia del troquel.
Los números medidos hacen que este hormigón. Los estudios de silicio delgado cortado en cubitos láser informan una resistencia a la rotura frontal cercana a 1100 MPa pero inferior a 600 MPa en la parte posterior, el mismo troquel, mucho más débil desde la superficie que lleva el peor desconchado. Los procesos cuidadosos de las cuchillas pueden contener un desconchado mínimo en el rango medio de 30 µm en el silicio, y la lógica avanzada o las líneas de memoria pueden descalificar un troquel sobre astillas de sólo 5-10 µm. El trabajo revisado por pares sobre corte de SiC de ultraprecisión muestra escalas de tamaño de arena abrasivas en el desconchado frontal y al mismo tiempo afecta inversamente el desconchado posterior (Biblioteca Nacional de Medicina de EE. UU., PMC). La resistencia del troquel de silicio generalmente cae en la banda de 500-1000 MPa, con un chip en la parte posterior empujándolo hacia el extremo inferior.
La inspección cierra el circuito. La inspección óptica automatizada mide el ancho del chip según las especificaciones, la microscopía acústica de barrido encuentra grietas y delaminación debajo de la superficie, y una prueba de flexión de tres o cuatro puntos (según el método de resistencia de matriz de SEMI) cuantifica la resistencia a la rotura en muestras, generalmente analizadas con estadísticas de Weibull. Una lectura ascendente de la carga del husillo durante el corte suele ser la advertencia más temprana de que la eliminación de refrigerante o residuos está fallando, antes de que aparezca cualquier chip en la inspección.
Parámetros del proceso que controlan la calidad del corte en cubitos

Si el síntoma es el desconchado, los parámetros son las palancas. Los más importantes son la velocidad del husillo, la velocidad de avance, la exposición de la hoja, la profundidad de corte por pasada y el refrigerante. El control estricto del proceso sobre estas pocas variables es lo que separa un proceso de corte estable de un problema de desconchado. Interactúan, por lo que no existe una mejor configuración, sólo una ventana que equilibre el rendimiento con el daño. A eso lo llamamos punto óptimo La ventana de tasa de alimentación: la banda donde la alimentación es lo suficientemente rápida para un rendimiento económico pero lo suficientemente lenta como para permanecer por debajo del umbral de desconchado. Una arena más fina y un mejor refrigerante ensanchan esa ventana; Los materiales más duros y las cuchillas desgastadas lo estrechan.
Una regla práctica de los laboratorios de procesos: no cortar más de aproximadamente 500 µm de material por pasada y, en materiales más duros, realizar cortes menos profundos con más pasadas para limitar el desgaste de la hoja (Universidad de Michigan LNF). Las velocidades más bajas del husillo dan una acción de corte más suave, cada diamante da un mordisco más grande, se desgasta más rápido pero expone diamantes frescos y afilados para un corte más limpio, mientras que las velocidades más altas muerden más finas. Los cortes de prueba iniciales se realizan lentamente, alrededor de 1 a 5 mm/s, para leer cómo responde una oblea quebradiza antes de pasar a una alimentación de producción de 25 a 75 mm/s.
💡 Ejemplo trabajado « estimando el tiempo de corte en cubitos
Tiempo de corte por línea ¦ longitud de línea ribe velocidad de alimentación. Para una oblea de silicio de 200 mm con troqueles de 5 mm, no tienes alrededor de 40 líneas de corte por eje. Con una alimentación de 50 mm/s, cada línea de ~200 mm es de 0,2 m ~ 0,05 m/s = 4 segundos. Dos ejes: 40 × 2 × 4 s = 320 s ¦ 5,3 minutos de corte puro. Conecte su propio paso del troquel y alimente para dimensionar un trabajo; agregue alineación, indexación y limpieza para alcanzar el tiempo real por oblea. (Estimación ilustrativa, el tiempo real del ciclo es específico de la máquina y de la receta)
La profundidad de corte vincula los parámetros con la estrategia de adelgazamiento. En dados antes de la molienda (DBG), la oblea se corta parcialmente desde el frente primero y luego desde el fondo hasta el espesor final, lo que separa los troqueles a medida que la molienda llega al corte y corta bruscamente el desconchado posterior en troqueles delgados. El corte por pasos, una ranura superior más ancha seguida de un corte estrecho, hace el mismo trabajo en un solo montaje. Juntos, el proceso DBG, el proceso de grabado con plasma y el corte en cubitos sigiloso conforman el conjunto de herramientas de corte en cubitos avanzado que las fábricas alcanzan cuando el corte en cubitos con cuchillas ya no puede mantener el rendimiento de la matriz delgada. Si su flujo se apoya en un adelgazamiento agresivo, nuestra guía para adelgazamiento y rectificado de obleas muestra cómo los objetivos de grosor dan forma a la receta de corte en cubitos.
Perspectivas de la industria: hacia dónde se dirige el corte en cubitos de oblea (2026+)

Lo que está remodelando el corte en cubitos no es el tamaño del mercado, sino que los troqueles se están volviendo más delgados y los paquetes se están volviendo más densos, y esa combinación está haciendo que el corte en cubitos mecánico de cuchillas sea el valor predeterminado incorrecto para una porción de productos en expansión. A medida que las hojas de ruta empujan el espesor de la oblea por debajo de 50 µm y los empaques avanzados, el abanico, los chiplets y la unión híbrida de matriz a oblea para una memoria de gran ancho de banda, exigen la máxima resistencia a la rotura y cero partículas, métodos de bajo y cero daño (plasma y sigilo) siguen ganando participación. Las patentes de procesos recientes apuntan a la mitigación de grietas en obleas adelgazadas y cortadas en cubitos sigilosos de frente (USPTO EE.UU. 2025/0069952 A1). Para los compradores, eso significa especificar límites de resistencia y chiping en la parte posterior en 2026, no solo el rendimiento, porque un paquete más denso castiga un troquel débil que un flujo más antiguo habría tolerado.
Un segundo impulsor son los semiconductores de potencia. El crecimiento de los dispositivos de SiC y GaN para inversores de vehículos eléctricos y electrónica de alta temperatura sigue añadiendo una demanda de corte en cubitos de materiales duros, y la extrema dureza del SiC acelera el desgaste de las palas lo suficiente como para impulsar la adopción del láser y el plasma. La señal práctica para la planificación de 2026: si la hoja de ruta de su producto incluye matrices más delgadas, empaques apilados o dispositivos de potencia de banda prohibida ancha, evalúe ahora una ruta de singulación de bajo daño en lugar de adaptarla después de que aparezcan problemas de rendimiento. Las previsiones del tamaño del mercado (el segmento de equipos de corte en cubitos se cita a menudo en torno a los 800 millones de dólares en 2025-26 con un crecimiento anual de aproximadamente 7%) son únicamente un trasfondo direccional; el impulsor de la ingeniería, más delgado, más denso y más duro, es lo que debería dar forma a la decisión de compra.
Preguntas frecuentes
P: ¿Cuál es la diferencia entre cortar y cortar en cubitos?
Ver respuesta
El corte y el corte en cubitos se encuentran en extremos opuestos de la fabricación de obleas. El corte utiliza una sierra de alambre para cortar un lingote de cristal en obleas desnudas justo al comienzo del flujo. El corte en cubitos ocurre al final, después de que la oblea esté completamente fabricada y adelgazada, y la separa en troqueles individuales para su embalaje.
Utilizan diferentes máquinas y se juzgan según diferentes métricas, planitud y pérdida de corte para cortar, bordes de troquel sin astillas y resistencia a roturas sobreviviente para cortar en cubitos. Una comparación dedicada cubre esta distinción entre cortar y cortar en cubitos con más profundidad para los compradores.
P: ¿Cuáles son los cuatro métodos principales de corte en cubitos de oblea?
Ver respuesta
Existen cuatro métodos principales: corte en cubitos con cuchilla (mecánico), corte en cubitos por ablación con láser, corte en cubitos con plasma y corte en cubitos sigilosos. El corte en cubitos con cuchilla muele un corte físico de aproximadamente 20 a 40 µm y es el valor predeterminado de bajo costo. El corte en cubitos con láser vaporiza una calle estrecha. El corte en cubitos con plasma graba químicamente todas las calles en paralelo con un corte de ~10-20 µm y se enfría. El corte en cubitos sigiloso forma una capa de fractura enterrada con un láser IR y casi no elimina ningún material, lo que lo hace muy adecuado para silicio ultrafino.
P: ¿Por qué singularizamos (dados) obleas?
Ver respuesta
Se fabrica una oblea con muchos troqueles idénticos construidos uno al lado del otro para compartir el costo de procesamiento. Cada troquel es un chip completo, pero no se puede empaquetar mientras aún está conectado a sus vecinos. Singulation corta la oblea a lo largo de sus calles en blanco para que cada troquel pueda probarse, recogerse y empaquetarse por sí solo.
P: ¿Puede la misma sierra de corte ejecutar obleas de silicio y SiC en el mismo turno?
Ver respuesta
Por lo general, sí, pero cambias la hoja y la receta entre lotes. El SiC es mucho más duro que el silicio, por lo que necesita una hoja más gruesa y resistente y una alimentación más lenta, y usa las hojas mucho más rápido. Verifique que se desconchen los primeros troqueles antes de ejecutar el lote.
P: ¿Por qué elegir el corte en cubitos con plasma en lugar del corte en cubitos con láser o con cuchilla?
Ver respuesta
El corte en cubitos con plasma graba cada calle a la vez, por lo que el rendimiento aumenta con el número de troqueles y se enfría con un corte estrecho de ~10-20 µm. Debido a que elimina la capa de daño, generalmente brinda la mayor resistencia a la rotura cortada en cubitos, valorada para troqueles delgados, MEMS y pilas de enlaces híbridos.
P: ¿Qué es el dado antes de moler (DBG) y por qué usarlo?
Ver respuesta
Los dados antes de moler invierten el orden habitual: primero se corta parcialmente la oblea desde el frente y luego se rectifica hasta alcanzar el espesor final. A medida que la molienda llega al fondo de las ranuras precortadas, los troqueles se separan por sí solos, con mucha menos tensión mecánica que un corte completo.
Debido a que los troqueles se liberan mediante molienda en lugar de un corte de sierra impulsado a través de silicio delgado y frágil, el proceso DBG reduce drásticamente el desconchado trasero. Se ha convertido en un enfoque estándar para troqueles muy delgados dirigidos a paquetes avanzados apilados y de alta densidad, como la memoria de gran ancho de banda.
Cortar obleas duras y quebradizas aguas arriba del corte en cubitos
DONGHE construye sierras de alambre de diamante para cortar lingotes de silicio, SiC y zafiro en obleas de bajo daño, el paso que configura el corte en cubitos limpios aguas abajo. Hable con nuestros ingenieros sobre la pérdida de corte y el control de daños subterráneos de su material.
Explore las sierras de alambre para cortar obleas de silicio →
Acerca de este análisis
DONGHE fabrica sierras de alambre de diamante para cortar silicio, SiC y zafiro, extraídas de más de 10,000 cajas de corte de materiales duros y quebradizos. Nuestra experiencia de primera mano es el control del lado de corte aguas arriba, la pérdida de corte y el daño subterráneo, por lo que los detalles específicos de la sierra de corte aguas abajo en esta guía provienen de estudios revisados por pares, wikis de laboratorio de procesos y estándares en lugar de presentarse como operaciones de corte en cubitos internas. Revisado por el equipo técnico de Shanghai Donghe Science and Technology Co., Ltd.
Referencias y fuentes
- Dados, parámetros de proceso y reglas de exposiciónInstalación de nanofabricación Lurie, Universidad de Michigan
- Resistencia a la rotura frontal y posterior del silicio fino cortado en cubitos láserFísica Aplicada A (Springer)
- Tecnologías de singularización de troqueles para envases avanzados: una revisiónRevista de ciencia y tecnología del vacío B
- Cortado sigiloso en capas de precisión de obleas de SiC mediante láseres ultrarrápidosPMC, Biblioteca Nacional de Medicina
- Corte de ultraprecisión de 4H-SiC: desconchado y parámetrosPMC, Biblioteca Nacional de Medicina
- US 11.646.228 B2, Método de corte en cubitos sigiloso que incluye filamentaciónUSPTO a través de Google Patents
- Cortar en cubitos con plasma 101: conceptos básicosIngeniería de semiconductores
- Preparándose para la unión híbrida (singulación para pilas unidas)Ingeniería de semiconductores
- El corte en cubitos por plasma permite la unión híbrida D2WIncites 3D
- Cortar en cubitos de obleaWikipedia