Póngase en contacto con la empresa DONGHE
-
Teléfono: +86 181-1645-5490
-
E-mail: Sales18@DongheScience.com

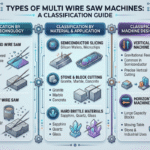
Comparación de métodos de corte de grafito: electroerosión, aserrado y aserrado de alambre
La mayoría de los movimientos expertos también se basan en el vacío corte de grafito. El corte preciso de grafito implica la selección adecuada de la técnica de corte. Cada método de corte, como EDM (mecanizado por descarga eléctrica), aserrado y aserrado de alambre, tiene sus propias ventajas y desventajas, cuya influencia puede alterar significativamente la eficiencia, la composición del material y, finalmente, los objetivos del proyecto. Este artículo responde que con una comparación de los tres métodos de corte en profundidad, así como las principales ventajas y desventajas de factores tales como precisión de corte, velocidad, rentabilidad y uso en aplicaciones típicas. Si es ingeniero, científico de materiales o gerente de producción, encontrará este artículo útil para tomar la decisión correcta para su trabajo que estará en línea con los requisitos técnicos y económicos especificados.
Introducción a las técnicas de corte de grafito

En el mundo del corte de grafito, existen tres técnicas amplias: corte mecánico, corte por láser y corte por chorro de agua. El corte mecánico implica el uso de sierras ajustables para crear cortes necesarios con precisión, un proceso que es simple para los requisitos básicos pero propenso al desgaste del cortador. El corte por láser se basa en el establecimiento de un borde cortado por láser biselado que utiliza energía luminosa a un nivel de alta frecuencia sin desperdicio. Es adecuado para formas complicadas pero es demasiado costoso para su uso común. El chorro de agua permite velocidad, valor y flexibilidad al cortar grafito utilizando una corriente de chorro de agua enfocada que se puede ensamblar con abrasivos de corte. Cada una de estas técnicas es buena en lo que hace, pero la mejor depende de una serie de factores como la naturaleza del proyecto, su complejidad, el presupuesto disponible y el grado de precisión necesario, entre otros.
⚡ EDM (Mecanizado por Descarga Eléctrica)
Mecanizado sin contacto mediante descargas eléctricas para dar forma al material. Ideal para geometrías complejas y precisión ultraalta en materiales duros como grafito, aceros para herramientas y carburo de tungsteno.
🔩 Aserrado
Eliminación de material convencional mediante cuchillas dentadas bajo presión mecánica. Económico y flexible, adecuado para tamaños rugosos, cortes rectos y piezas de trabajo grandes o gruesas.
🔗 Aserrado de alambre
Utiliza un alambre delgado impregnado de diamante para recortar materiales con pérdidas de corte muy bajas. Lo mejor para materiales duros y quebradizos, obleas ultrafinas y aplicaciones que exigen un desperdicio mínimo de material.
Descripción general de la importancia de los métodos precisos de corte de grafito
El grafito es un material con una amplia gama de aplicaciones en muchos ámbitos a nivel mundial, como los asociados a las industrias aeroespacial, electrónica y energética, lo que hace necesario prestar mucha atención al corte del grafito. La división precisa del material será menos importante para otros materiales (como el acero o el hierro), pero es el factor crítico en el corte del grafito en términos de costo y facilidad de procesamiento. Además, la precisión crea la conveniencia de utilizar el grafito de manera óptima, ya que materiales y procesos no deseados pueden destruir los insertos de grafito. Tecnologías como CNC, EDM y corte por chorro de agua se encuentran entre las técnicas que son capaces de ofrecer el nivel de precisión requerido, al tiempo que permiten ajustar el proceso de corte para adaptarlo a los requisitos particulares de un proyecto específico. Al mismo tiempo, la necesidad de tomar una decisión informada sobre el método que producirá los mejores resultados es crucial para lograr los objetivos deseados, cumplir con los requisitos de diseño y garantizar el correcto funcionamiento de la producción.
Breve introducción a los tres métodos principales
⚡ Mecanizado de Descarga Eléctrica (EDM)
El mecanizado por descarga eléctrica (EDM) es un mecanizado sin contacto que aprovecha las descargas eléctricas del material para darle forma. Es perfecto para producir geometrías difíciles, detalles de la superficie de la piel y piezas de tolerancia estrecha que generalmente están fuera del alcance del mecanizado tradicional. EDM también es ventajoso para mecanizar materiales muy duros como aceros para herramientas y carburo de tungsteno, con una excelente calidad de acabado y sin tensión mecánica en la pieza de trabajo. Este proceso es muy eficaz para cualquier aplicación aeroespacial, empresas de dispositivos médicos y empresas que fabrican moldes de fundición a presión.
🔩 Aserrado
El aserrado implica una forma convencional de eliminación de material con la ayuda de cuchillas dentadas empujadas a través de la pieza de trabajo mediante presión mecánica. También se utiliza para dimensionar en bruto o separar piezas de material que son difíciles de manipular. Se utilizan diferentes métodos de aserrado, como el aserrado con banda y el aserrado circular, según las necesidades de producción, lo que brinda flexibilidad ya que la precisión del corte se puede adaptar de acuerdo con el material y el producto terminado requerido. Algunas personas pueden apreciar la tecnología que se considera que tiene menor precisión que el aserrado; sin embargo, el aserrado sigue siendo relevante para aplicaciones generales como patios de rieles, manipulación de piezas de trabajo grandes y longitudes de aserrado, así como tableros comparativamente gruesos, y sigue siendo una solución económica.
🔗 Aserrado de alambre
El aserrado de alambre implica el uso de un alambre delgado y afilado compuesto de abrasivos o un alambre de acero con diamantes incrustados, lo que ayuda a recortar el material con bajas pérdidas por corte. Este método se utiliza normalmente para cortar materiales duros y quebradizos, por ejemplo, silicio, cuarzo u otros sustratos cristalinos que necesitan un alto nivel de precisión. Este procedimiento es de gran utilidad en aquellos procesos donde hay muy poco desperdicio del material, por ejemplo, fabricando obleas ultrafinas a partir de sustratos en la fabricación de semiconductores. Además, dicha tecnología permite aprovechar la mayor parte del trabajo de corte realizado desde el borde porque, como era de esperar, también puede permitir un mejor corte.
¿qué es el corte con grafito EDM?

El EDM (mecanizado por descarga eléctrica) implica un proceso dedicado para el corte de grafito, utilizado durante la producción de yunques de grafito para aplicaciones de EDM. El proceso de EDM requiere el corte preciso del grafito y al mismo tiempo forma varias formas necesarias para este proceso que generalmente se lleva a cabo en una fresadora CNC. El grafito es uno de los mejores materiales ya que tiene una excelente resistencia térmica, es eléctricamente conductor y es fácilmente mecanizable, lo que lo convierte en una opción atractiva para fabricar electrodos de EDM de alto rendimiento. El proceso EDM proporciona el mayor grado de geometría en el que no se ven errores dimensionales, lo que lo hace menos defectuoso, y su consistencia metálica es alta, lo que lo hace adecuado para el uso eficaz de tales requisitos.
Explicación detallada de cómo funciona EDM para grafito
El rendimiento de la electroerosión generalmente experimenta una mejora muy significativa en el rendimiento en virtud de los rasgos distintivos y característicos del grafito. En condiciones térmicas y de alta temperatura, el grafito permite que el electrodo resista temperaturas extremadamente altas sin perder su estructura física; es altamente conductor de corriente, lo que ayuda a generar chispas sin perder enormes cantidades de energía. Además, la fácil maquinabilidad del grafito permite su uso y mecanizado en diseños complejos de electrodos sin cambiar ninguna de las características del diseño. Este enfoque es particularmente eficaz en la creación de detalles y acabados en materiales difíciles de trabajar, que también pueden requerir una precisión ultraalta y, por lo tanto, pueden emplearse en diseños de equipos médicos, automotrices y de aviación.
Ventajas, aplicaciones y desafíos de la electroerosión para el corte de grafito
✅ Ventajas
- Las características tecnológicas de EDM permiten geometrías complejas y de ultraprecisión en el corte de grafito.
- Las características sin contacto hacen que el corte sea más preciso y reducen la tensión sobre el material a cortar, para evitar la flexión local.
- El grafito puede soportar temperaturas muy altas, lo que significa que puede emplearse eficientemente en electroerosión.
- Permite el diseño de electrodos con superficies que tienen mínimas imperfecciones sin necesidad de máquinas pulidoras muy costosas.
- Bajo consumo de electrodos «las herramientas duran mucho tiempo, ahorrando así costes.
🏭 Aplicaciones
- Aeroespacial: Se utiliza para palas y boquillas de turbinas que requieren una precisión lograda en formas complejas.
- Automotor: Hundimiento de troqueles para crear moldes para la producción de formas geométricas intrincadas.
- Médico: Creación de instrumentos operativos complejos, como instrumentos e implantes microquirúrgicos.
- Fabricación de herramientas y troqueles: los electrodos de grafito producidos por EDM desempeñan un papel importante en la fabricación de herramientas y troqueles de alta calidad.
⚠¦ Retos
- El grafito es quebradizo y cualquier mal manejo durante el procesamiento puede provocar grietas o daños completos al componente.
- El polvo de grafito residual plantea problemas de salud: los sistemas de control de polvo son obligatorios.
- Se requieren más pasos en comparación con otros materiales y la eficacia depende en gran medida de la configuración adecuada de los parámetros.
- Requiere expertos para la producción de electrodos y el funcionamiento de la máquina.
Industrias que comúnmente emplean electroerosión para corte de grafito
Con su alto nivel de precisión y rendimiento eficiente en materiales rígidos, EDM (Mecanizado por descarga eléctrica) es una tecnología de mecanizado importante en la industria y es compatible para cortar grafito en varios aspectos. Uno de los beneficios clave del mecanizado por descarga eléctrica es que esta herramienta puede mantener tolerancias estrechas fácilmente y generar la forma de pieza deseada sin imponer ninguna tensión mecánica a la pieza de trabajo. Esta ventaja es particularmente significativa para aplicaciones que utilizan diseños más avanzados o sofisticados, como aquellos que están dentro del alcance del molde y la matriz.
La falta de contacto, para la que está diseñado EDM, neutraliza los riesgos de deformación, en forma de estados de deformación o grietas originadas en el mecanizado de materiales frágiles como el grafito. En los sectores aeroespacial, automotriz y de electroconstrucción, la técnica EDM se utiliza activamente para la producción de componentes donde la calidad y la precisión son primordiales. Además, el grafito, con su enorme capacidad de procesamiento, conductividad eléctrica y un alto punto de fusión, tiene varias potencialidades que contribuyen a su inmensa popularidad como electrodo en actividades de electroerosión.
Puede haber ciertos beneficios derivados del uso de EDM; sin embargo, lograr los tecnicismos correctos y realizar milagros de acabado es un requisito continuo que requiere un operador capacitado. Esto apunta al hecho de que el uso de EDM para el mecanizado de grafito es eficaz sólo en presencia de expertos y máquinas modernas.
Método de aserrado para corte de grafito

Las herramientas de corte para grafito se refieren al proceso de utilizar una herramienta de sierra hecha específicamente para adaptarse a las condiciones frágiles y duras del material. A menudo necesitan utilizar herramientas con incrustaciones de diamante debido a su rigidez y al poco daño que causan al realizar cortes finos y precisos. También es muy importante establecer los parámetros de corte (la velocidad de la máquina cortadora por pieza y enfriamiento) de tal manera que no haya grietas ni bordes ásperos en la superficie mecanizada. Además, es igualmente importante que se aplique una tensión adecuada a la cuchilla y que haya suficiente eliminación del polvo que se genera, por razones que pertenecen a la seguridad del personal y la durabilidad del equipo de corte. Esta técnica es la más adecuada para el mandrinado con canales rectos, lo que está muy extendido en la producción de componentes de grafito de alta precisión.
Descripción de las Técnicas Tradicionales de Aserrado de Grafito
Los antiguos enfoques tradicionales para aserrar grafito no sólo son menos avanzados, sino que también tienen sus ventajas y desventajas. En casos como estos, es posible lograr un corte preciso incluso en circunstancias específicas, siempre que se cumplan parámetros de mecanizado adecuados, con especial énfasis en las velocidades a las que se suministra la materia prima y los materiales considerados, incluidas las cuchillas, que en general pueden tolerar la abrasión extrema que provoca el grafito, reforzado con resina húmeda. Estas cuchillas mejoradas son muy duraderas y resistentes a las arrugas debido a la mejora.
Pero tales insuficiencias en el corte clásico se vuelven aún más graves cuando se tienen en cuenta ciertos factores. No es raro que la química abrasiva del grafito incida en las boquillas, por lo que requiere mucho cuidado y resulta antieconómico a largo plazo debido a los costos adicionales. Además, cuando existe un alto nivel de orientación de la unión, anisotropía uniaxial y refuerzo de la muestra en el propio material, las propiedades mecánicas del grafito disminuyen significativamente dentro de los bordes de un corte particular. Luego, estas áreas trabajadas deben enfriarse con nitrógeno líquido y reemplazarse con un corte fresco mediante un chorro de oxígeno. A pesar de su productividad, se limitan al corte de líneas rígidas y rectilíneas, y ciertamente no pueden emplearse para cortar formas complejas, incluidos óvalos, círculos, etc.
Tipos de herramientas y configuraciones utilizadas para aserrar
Existen diversas herramientas y técnicas de aserrado que se pueden utilizar dependiendo de la aplicación y el material en el que se trabaje. Las sierras más utilizadas son sierras de mano, sierras circulares, sierras de cinta y sierras alternativas. Los gabinetes se fabrican con sierras de mano sin ayuda de recursos eléctricos, lo que las hace perfectas para recortar en caso de madera o tareas domésticas ligeras. Las sierras circulares, por otro lado, se benefician de un motor entre el cable y la hoja, que hace girar la hoja dentro del material en el proceso de corte, ya sea plástico o metal. La sierra de cinta funciona en un bucle continuo hecho de metal con dientes, lo que funciona perfectamente al cortar formas intrincadas y evitar el desbordamiento dentro de los materiales. Por último, la sierra alternativa no gira sino que realiza movimientos de ida y vuelta mientras se empuja y se utiliza principalmente para derribar paredes o realizar cortes seccionales complejos en grandes proyectos.
Diseñar un sistema de aserrado con configuraciones y ajustes de cuchilla adecuados es primordial en la fabricación al garantizar la dinámica de la cuchilla, la ayuda del material y la geometría particular de la cuchilla para un filo determinado. Se sabe que una hoja de sierra transversal puede cortar eficazmente la veta, mientras que una hoja de sierra de corte rasgable es preferible para cortar paralela a la veta. Aparte de estas características, algunos tipos pueden tener ajustes en las velocidades de la hoja, dientes de carburo para mejorar el problema del desgaste, un tanque de lubricación para la eliminación de calor y precisión general. Las metodologías efectivas para elegir los instrumentos correctos y sus ángulos correctos son esenciales para facilitar el trabajo, la precisión y la seguridad de los trabajadores.
Ventajas y posibles inconvenientes del aserrado para aplicaciones de grafito
✅ Ventajas
- Se pierden pequeñas proporciones de material y se puede lograr una precisión de corte muy alta, lo cual es obligatorio en trabajos que requieren límites precisos.
- Amplia gama de operaciones, que van desde la planta más liviana hasta la más pesada de todas las formas de tipos y grados de grafito.
- Con el uso de nuevas tecnologías de aserrado y hojas de diamante, la efectividad y los recursos de herramientas aumentan muchas veces cuando se trabaja con tipos de grafito porosos y resistentes a la abrasión.
❌ Inconvenientes
- El carácter quebradizo del grafito aumenta las posibilidades de generación y formación de astillas y grietas, especialmente si la velocidad de corte es demasiado baja o la hoja de la sierra no está configurada correctamente.
- El aserrado genera polvo fino de grafito, que puede afectar la salud y dañar los equipos mecánicos si el polvo no se maneja bien mediante sistemas de extracción eficientes.
- La abrasión de la herramienta de diamante durante el corte de formas de grafito más duras puede exigir mantenimiento o reemplazo para lograr las precisiones funcionales y de medición deseadas.
Aserrado de alambre para procesamiento de grafito

Al abordar las posibles limitaciones de la sierra de alambre en el manejo del grafito, es fundamental observar tres factores clave:
💨 Manejo del polvo
La utilización de dispositivos activos de control de polvo es necesaria en tales operaciones para disminuir los peligros de exposición a las peligrosas partículas finas de grafito y mantener la longevidad del equipo. También se recomienda utilizar filtros de alta calidad y mejores sistemas de ventilación para brindar a los trabajadores condiciones seguras y confiables para la operación del equipo.
🔧 Desgaste y Mantenimiento de Herramientas
Dependiendo del grado de grafito que se corte, la tasa de desgaste de los cables es mayor y, por lo tanto, será necesario realizar controles frecuentes y reemplazar oportunamente cuando sea necesario los elementos de corte. Las sierras de alambre impregnadas de diamante se cortan suavemente y duran más que cualquier otra herramienta, y son bastante útiles ya que ayudan a reducir el desgaste de la herramienta y a prevenir el mecanizado por debajo de la precisión.
🎯 Optimización de la Técnica
La adopción de técnicas de aserrado de alambre para el mecanizado de grafito implica el uso adecuado de herramientas de corte, los parámetros de separación detallados, por ejemplo, velocidad de avance y tensión del alambre, que minimizarán cualquier posibilidad de falla y desperdicio de recursos materiales. También será útil garantizar que las operaciones sean monitoreadas y que las personas que harán el trabajo estén bien capacitadas.
Al abordar todo lo anterior, el sierra de alambre de grafito las operaciones se pueden optimizar para lograr mejores resultados de forma segura y eficiente.
Explicación del aserrado de alambre y cómo se diferencia del aserrado tradicional
El aserrado de alambre implica el uso de un alambre de diamante delgado junto con un mecanismo impulsor para lograr el efecto de corte deseado. Como tal, el aserrado de alambre es un proceso de corte horizontal que paga dividendos considerables en un corte preciso de plomo y torsión. Más bien, la destrucción y el corte de estos materiales están fuertemente influenciados por aspectos termodinámicos y mecánicos. Al mismo tiempo, se han diseñado mejoras notables con técnicas espaciales de corte por torsión y plomo, y un método de corte de cables ha cambiado significativamente el control del desorden cuando se ejecutan estas técnicas. La amplia innovación y el uso del corte de alambre al hacer agujeros rectangulares en diversos materiales de ingeniería, incluidos concreto, acero estructural y vigas/madera de madera, ayudan a aumentar al límite las propiedades útiles de una máquina porque, en el caso factible, puede eliminar significativamente la eficacia de métodos ineficientes para resolver problemas de construcción.
Normalmente, existen problemas relacionados con la temperatura, la pérdida de energía, las repercusiones de las vibraciones y el uso excesivo de materiales de corte como resultado de las técnicas de corte convencionales. Sin embargo, en lo que respecta al corte de alambre, es menos agresivo porque puede utilizarse para cortes de alta precisión que exigen bordes delgados y de calidad. Además, esto se atribuye al hecho de que el alambre no aplica fuerza lineal como las hojas de sierra rectas convencionales, sino que es bastante flexible, lo que permite cortar geometrías más innovadoras. Estas virtudes diferentes hacen que el corte de alambre sea muy atractivo para su uso en campos delicados como la máquina y la electrónica, donde existe la necesidad de tolerancia cero en la distribución y la inexactitud del material.
Evaluación de su eficacia en el corte de grafito
Se ha descubierto que el aserrado de alambre es extremadamente eficaz cuando se trata de cortar grafito. Es debido a la precisión, la ausencia de uso excesivo de materiales y la capacidad de trabajar con la fragilidad del grafito que este polimorfo de carbono se puede cortar sin complicaciones pronunciadas. El alambre impregnado de diamante corta sin dificultad y garantiza que el borde cortado sea afilado y libre de rebabas, además de minimizar el desconchado y el microfisurado de los bordes, lo cual es muy importante para la resistencia de las piezas hechas de grafito. En comparación con muchos otros métodos disponibles de corte/sección, hay que señalar que en cualquier situación dada, el corte de alambre es de hecho la preferencia definitiva, especialmente porque apenas se genera calor y, por lo tanto, la muy baja probabilidad de que se produzcan grietas o deformaciones inducidas por el calor. Más allá de que también permite la fabricación de secciones difíciles y muy delgadas, el aserrado de alambre sería el procedimiento más ideal para los fabricantes de componentes de grafito de alta tecnología, como los que se encuentran en el procesamiento y fabricación de productos aeroespaciales, energéticos y semiconductores.
Aplicaciones en las que sobresale el aserrado de alambre
Entre los diferentes tipos de industrias, el aserrado de alambre se ha convertido en la opción principal debido a que posee un mayor grado de sensibilidad, velocidades de corte más rápidas y puede cortar materiales muy frágiles o que pueden dañarse fácilmente con el calor. En el caso de la industria aeroespacial, este método se utiliza para producir elementos muy complicados hechos de grafito delgado y liviano que se utilizan en sistemas térmicos y construcción. Las sierras de alambre son herramientas comúnmente utilizadas en la industria de los semiconductores, especialmente para obleas de silicio y preparar delicadas plantillas de grafito necesarias para aplicaciones de procesamiento térmico. Además, en el sector de la generación de energía, se utiliza para fabricar componentes de núcleos nucleares y sistemas de pilas de combustible a medida y para preparar electrodos de grafito en celdas de baterías avanzadas. Es una solución absoluta al aserrado de alambre debido a su capacidad para mantener todas las propiedades y proporcionar el acabado de la superficie superior, por lo que generalmente se usa dentro de ramas de la industria de alta tecnología.
Análisis comparativo de métodos de corte de grafito

Los métodos de corte de grafito son algo relevante por varias razones, y con razón. Entre ellos, el aserrado de alambre es la forma más preferida debido a su precisión superior y menor desperdicio de material, a diferencia de las técnicas tradicionales como el fresado o el rectificado que utilizan fuerza mecánica. Estos métodos tienden a inducir daños en el material de la pieza de trabajo, principalmente acompañados de la formación de microfisuras o procesos similares debido a la acción de la herramienta de corte sobre los materiales. Por ejemplo, el aserrado de alambre no entra en contacto con la pieza de trabajo y, por lo tanto, los daños como microfisuras y los daños resultantes del corte son mínimos.
También vale la pena señalar que el corte por láser, que no utiliza métodos mecánicos, es muy preciso, pero tiene un claro inconveniente: genera calor, y esto no es bueno cuando se fabrican piezas que deben tener tolerancias estrictas. Nuestro servicio de corte basado en maquinaria robótica utiliza un alambre recubierto de lechada para cortar la pieza de trabajo de modo que no haya distorsión por calor ni degradación térmica de la pieza de trabajo, trazando uniformemente la pieza de trabajo y dejando un acabado superior. En general, en comparación con la mayoría de los otros métodos, el aserrado de alambre es tan avanzado que puede tomarse como la primera opción para cualquier aplicación crítica, principalmente en casos de industrias como la de semiconductores y generación de energía.
Comparación de rendimiento basada en precisión, desperdicio de material, velocidad de corte y costo
El aserrado de alambre parece ser un enfoque inimitable cuando se compara la eficiencia ambiental y la capacidad de precisión del trabajo, en particular, en sectores de posicionamiento de alta precisión, como los semiconductores. Aunque el método tradicional de corte por láser también puede lograr una precisión satisfactoria, enfrenta la desventaja de contener distorsiones térmicas que pueden no ser adecuadas en aplicaciones con tolerancias estrictas.
El tercer uso importante de las sierras de alambre, y en el que muestran una ventaja sobre otros métodos de corte, es minimizar el desperdicio de material. En la mayoría de los casos, el uso de sierras de alambre corta una corte muy pequeña que es aproximadamente 0,1 mm de espesor en comparación con la mayoría de los métodos mecánicos y térmicos que cortan materiales usando un recorrido de aproximadamente 1 mm o más, con pérdida debido al calor.
Vale la pena señalar que la velocidad de trabajo puede ser muy diferente según el tipo de trabajo y el material utilizado. Aunque es seguro decir que el corte con láser es bastante rápido, especialmente cuando se trata de cortar metal fino, fabricar piezas intrincadas, entre otras, el aserrado con alambre, por ejemplo, es más lento pero más preciso y produce una mejor calidad. acabado superficial, especialmente cuando se trata de materiales duros o quebradizos.
En cuanto a las ventajas de costes, el uso de la tecnología de sierra de hilo diamantado requiere importantes inversiones, por ejemplo en equipos, pero su aplicación supone un ahorro de mano de obra, reelaboración y material. En cuanto al corte por láser, es mucho más rápido pero puede resultar costoso a largo plazo debido a las necesidades de electricidad y a la necesidad de preparar piezas para su posterior procesamiento. Cualquiera sea el caso, este enigma sigue dejando perplejos a los ingenieros, especialmente a aquellos encargados de resolver un problema determinado mediante la aplicación de tecnología adecuada, así como a los gerentes, que toman en consideración el análisis costo-beneficio.
Pros y contras de cada método en escenarios específicos
Dado mi análisis, las fortalezas y debilidades de cada una de las tecnologías dependen en gran medida de la aplicación y el contexto estratégico. Por ejemplo, en situaciones en las que los requisitos son alta precisión y formas sofisticadas, el corte por láser suele hacer un trabajo realmente bueno con su excelente precisión y bordes cortantes limpios. Desafortunadamente, se queda corto en términos económicos cuando se trabaja en proyectos de gran volumen, ya que los costos de consumo de energía y posprocesamiento potencial son mayores. Por el contrario, el método de corte más eficaz para fines que requieren operaciones de corte sencillas, y más aún cuando se utilizan materiales más gruesos, es el corte mediante aserrado debido a la alta eficiencia en los costes de utilización y funcionamiento. La desventaja radica en el hecho de que cortar de esta manera sólo resulta en una dispersión inmanejable e inexactitud en comparación con el corte por láser, y no puede usarse en el caso de objetos con configuraciones intrincadas y frágiles. La técnica que se aplicará se determinará cuando estas limitaciones se comprendan desde una perspectiva técnica y financiera del proyecto.
🗺¦ Guía de selección rápida de escenarios
- ¿necesita ultraprecisión con geometría 3D compleja? → Elige EDM
- ¿Trabajar con bloques de grafito grandes y gruesos con un presupuesto limitado? → Elige Aserrado
- ¿cortar grafito quebradizo para aplicaciones de semiconductores, nucleares o de baterías? → Elige Aserrado de alambre
- ¿Producir moldes o electrodos para troquelar? → Elige EDM
- ¿necesita secciones delgadas y precisas con una mínima pérdida de calor y corte? → Elige Aserrado de alambre
Consideraciones de escalabilidad y eficiencia para aplicaciones industriales
Cuando se trata de evaluar la escalabilidad y eficacia de aplicaciones industriales, es necesario ampliarlo. Sobre todo, la escalabilidad es la capacidad de regular los niveles de fabricación de manera eficiente, sin deterioro de la calidad ni incumplimiento de las limitaciones operativas observadas. Incluye la modularidad del equipo, la capacidad del proceso para automatizarse y la interfaz del sistema. La implementación, es decir, el escalamiento responsable, el rendimiento depende significativamente de métodos que limitan el tiempo necesario para cambiar las configuraciones, el período de tiempo que el equipo no funciona y lo que se produce en esos momentos.
El componente de eficiencia, por otro lado, se ocupa de qué tan bien se explotan los recursos, abarcando aspectos energéticos, materiales y humanos, entre otros. Tecnologías de automatización como robots y sistemas impulsados por IA aumentan la tasa de producción y simultáneamente disminuyen la probabilidad de inexactitud debido a las intervenciones humanas, y reducen los costos del trabajo realizado. El uso del mantenimiento predictivo, además, previene interrupciones evitando averías de las máquinas y asegurando el flujo de producción.
En la industria, tener soluciones que puedan adaptarse a los cambios comerciales y sean efectivas es la manera de ser competitivo. Particularmente, en los mercados que tienen una demanda fluctuante y/o ciclos de vida de los productos. Esta es la difusión de costos a través de sistemas más eficientes para la utilización de recursos, adaptándose a un crecimiento rentable y mejorando la sostenibilidad, mejorando dichos comportamientos con el tiempo para que se cumplan los múltiples objetivos.
Conclusión final
Elija su método de corte de grafito con confianza
EDM ofrece una precisión inigualable para geometrías complejas. El aserrado proporciona una solución rentable y accesible para cortes rectos estándar. El aserrado de alambre es la mejor opción, donde la pérdida mínima de corte, el bajo calor y la preservación de la integridad del grafito son primordiales, especialmente en aplicaciones de semiconductores, aeroespaciales y energéticas. El método correcto siempre depende de las demandas técnicas, los requisitos de volumen y las prioridades de costo-beneficio de su proyecto.
Fuentes de referencia
Avances recientes en el aserrado de alambre de diamante de precisión
Hallazgos clave: Este artículo analiza la precisión y eficiencia del corte de sierras de alambre, particularmente para materiales monocristalinos. Destaca la capacidad del método para producir cortes finos con una pérdida mínima de material.
Mecanizado de descarga eléctrica de alambre: una revisión
Hallazgos clave: esta revisión destaca los beneficios de Wire EDM (WEDM), incluida su eficiencia, confiabilidad y capacidad para manejar geometrías complejas. También analiza los desafíos asociados con el proceso.
Hallazgos clave: Este estudio compara el rendimiento de diferentes electrodos (cobre, grafito y tungsteno) en el proceso EDM, concluyendo que los electrodos de cobre ofrecen un rendimiento superior en determinadas condiciones.
Preguntas frecuentes (FAQ)
¿cuáles son las guías para cortar con grafito, comparar la precisión de las operaciones de corte con alambre, corte ED y aserrado?
Esta inclusión del proyecto de corte de grafito compara las referencias del uso de corte de alambre (corte de alambre de grafito y sierra de alambre) y electroerosión, utilizando exclusivamente grafito como material dieléctrico (y electroerosión de alambre) versus corte de sierra abrasiva en algunas aplicaciones específicas del mecanizado de grafito. También ilustra qué parámetros se ven afectados por el proceso de corte (calidad de la superficie, tolerancias, corte y forma de la pieza de trabajo), junto con las tolerancias geométricas que pueden tener éxito. Corte de alambre, la electroerosión de alambre se usa ampliamente para cortar formas intrincadas con alta precisión, donde se minimiza la distorsión, la electroerosión de alambre utiliza electrodos de grafito y metal que eliminan el material mediante un desgaste rápido, lo que conduce a un acabado mejor controlado, y corte de alambre de diamante y aserrado que utiliza una fuerza física para eliminar el material y puede cortar bloques más grandes pero con posible menor acabado.
¿por qué el corte con alambre Edm se utiliza mejor en el corte de alta precisión de componentes de grafito?
La razón por la que Wire EDM es un método de mecanizado tan exitoso es principalmente por su ventaja de alta precisión y tolerancia estricta. El tejido por electrodescarga con metal funciona particularmente bien en pequeños componentes de grafito utilizados en electrónica, semiconductores y aeroespacial. Es capaz de producir piezas con superficies complejas nodulares, y lo hace con una calidad tan alta que no existe una diferencia mensurable, como adherencia y fricción. No es el caso cuando se mecaniza grafito para EOM; Las ranuras limpias e ininterrumpidas frecuentemente requieren reorientar el mecanizado.
¿por qué reemplazar Wire EDM con corte abrasivo o corte con sierra de alambre al fabricar bloques de grafito?
Altamente atractivas, tanto el corte abrasivo como las técnicas de sierra de hilo diamantado son las más buscadas cuando los talleres optan por una fabricación más rápida y eficiente de bloques de grafito a expensas de grandes pérdidas de material y el alto costo de cada corte. Este método se utiliza frecuentemente en el sector industrial automotriz e industrial en general, donde la finalización de la actividad no es crítica; por otro lado, moverse a una velocidad extremadamente rápida sí lo es. Este tipo de soluciones de acabado mecánico son particularmente ventajosas para lograr un corte grueso, reducir el área mecanizada o el corte y preparar las piezas para operaciones de procesamiento adicionales de alta precisión, como EDM o rectificado preciso.
¿qué pasa con el Ra y los factores de tolerancia para el mecanizado EDM del electrodo en comparación con el aserrado?
El corte por electroerosión, como de costumbre, contribuye a un acabado superficial que es mejor comparativamente y también es alcanzable en esas tolerancias menos estrictas. El material desaparece como resultado del mecanizado por electroerosión, lo que da como resultado una textura o forma, y el uso más popular de electroerosión en el mecanizado implica la eliminación de material utilizando grafito y materiales dieléctricos. Incluso cuando se emplea aserrado con alambre abrasivo o de diamante, el acabado de la superficie aún no se puede comparar con el corte por electroerosión con alambre, lo que resulta en un corte mucho menos profundo y una eliminación de material significativamente reducida.
¿En qué medida estos factores afectan las propiedades de conducción térmica y eléctrica de los componentes de grafito?
En cada tecnología de corte, existen algunas condiciones en las que aumenta la velocidad de difusión de iones en el grafito cerca de la superficie, aumentando así las discrepancias en la estructura y propiedades del material. Por ejemplo, incluso si el calor no se proporciona en todo el material, sino sólo en algunos apéndices locales, se absorbería localmente, requiriendo una energía suficientemente mayor y aumentando la temperatura de esa área en particular. Paradójicamente, se puede inferir que se trata de un caso de mecanizado en caliente ya que en realidad no hay generación de calor dentro del material. En cualquier radio, la tecnología de corte provocó diferentes aumentos en la conductividad del material en unidades de electronvoltios.
¿cuáles son las manipulaciones de los parámetros del proceso que mejoran la deformación generada y las condiciones de la superficie neta?
La optimización de los parámetros de corte pone énfasis en la selección de la herramienta de corte y modificación de la velocidad de avance, velocidad de corte, energía de descarga (en caso de electroerosión), concentración de abrasivo (en caso de corte con sierra), enfriamiento, etc. Además del grafito, la minimización del recast y del daño superficial también se logra asegurando que un orificio o cavidad esté extremadamente limpia, lo que se logra mediante una reducción de la energía térmica en la electroerosión y realizando una evacuación adecuada del fluido. En cuanto a las resinas dúctiles, los bordes resistentes al desconchado son el medio más simple para reducir posiblemente las anomalías superficiales y de tolerancia al volver a cerrar, sin holgura y mecanizado de alta precisión. En el corte de alambre, la selección de los tamaños de arena o malla de alambre y la tensión reduce el ancho de los cortes, así como las vibraciones de flexión, permitiendo así cortes más exactos y menos deformados en componentes de grafito de alta precisión.
Entradas relacionadas



Blogs de tendencia