Entre em contato com a DONGHE Company
-
Telefone: +86 181-1645-5490
-
E-mail: Sales18@DongheScience.com



Filtrar
Mostrando 112 de resultados de 29
-

Máquina de corte de fio de areia HX12070LNC
-

Máquina corte serra fio HX1600C
-

Máquina de serra de fio HX17060LNC
-

Máquina de corte de fio abrasivo HX200120LNC
-

Máquina corte serra fio HX25080LNC
-

Máquina de corte abrasiva do fio HX6060LNC
-

Máquina corte serra fio HX8080LNC
-

Máquina de serra de fio de diamante HXB3030LNC-C
-

Máquina de serra de fio de diamante sem fim HXB3030LNC-C
-

Máquina de corte de serra de fio HXB500 CT-250
-

Máquina de corte de serra de fio HXB5050LNC-500-C
-

Máquina corte serra fio HXB6060LNC-C
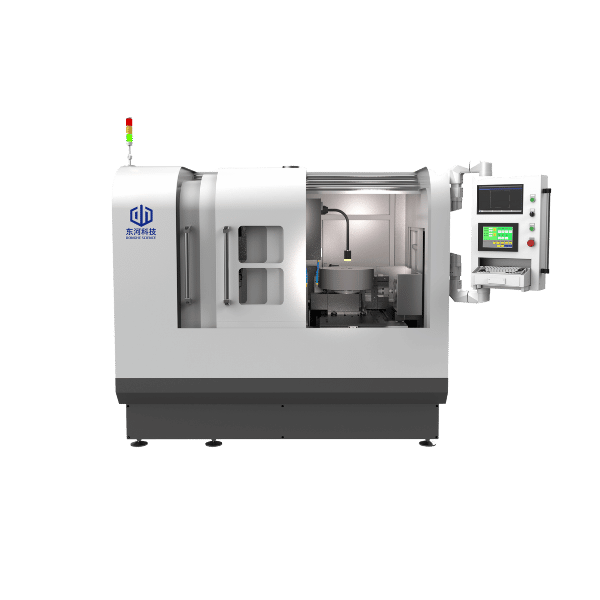
Máquina de serra de fio sem fim
Máquina de serra de fio sem fim para corte de fio de diamante de precisão
Tecnologia avançada de serra de fio de diamante sem fim para cortar silício, grafite, cerâmica e outros materiais duros Alcançar 601TP3 T menos desperdício de material com nossas máquinas de serra de fio de loop contínuo projetadas para aplicações de semicondutores, solares e de laboratório.
0,35mm
Largura Kerf ultrafina
80m/s
Velocidade máxima do fio
60%
Economia Material
O que é uma serra de fio de diamante sem fim?
Por outro lado, uma serra de fio diamantado sem fim, serra de fio contínuo ou máquina de corte de laço é um equipamento de corte de alta precisão estabelecido para cortar materiais duros e quebradiços Oposto a outras ferramentas de corte, ele usa um fio revestido de diamante fechado que corre a uma velocidade extremamente alta e se move continuamente em apenas uma direção, geralmente em torno de 60-80 metros por segundo.
Este nível de tecnologia de serra de fio de precisão é uma grande melhoria para o corte de materiais em áreas como a indústria de semicondutores, fabricação fotovoltaica, fabricação de óptica e cerâmica avançada Métodos tradicionais, como corte de fio com pasta e tecnologia de serra de fita são muito superados pela interminável serra de fio de diamante.

Corte unidirecional de alta velocidade (60-80 m/s)
Grande acabamento superficial (Ra 0,3-0,7 um)
Perda mínima de kerf (diâmetro do fio 0,3-0,5 mm)
Sistema de refrigeração à base de água (eco-friendly)
Componentes-chave de uma serra de fio de diamante sem fim
Fundamental para operar e manter uma máquina EDS é saber quais de seus componentes são mais importantes:
01
Loop de fio de diamante
Fio (com características de alta tração) revestido e ligado com esferas de diamante sintético (faixa tipicamente 300-100 um) usado para cortar nos materiais.
02
Sistema de Roda Guia
Os rolos guia que ajudam a guiar o fio, mantendo a tensão adequada à medida que as operações de corte ocorrem.
03
Controle Tensão
Mantém uma tensão constante no fio na faixa de 20-60 N.
04
Mecanismo de alimentação
Operado pelo usuário, controla completamente quanto a peça é alimentada ao fio.
05
Sistema de refrigeração
Ele fornece o refrigerante (água) para lubrificar o processo de corte e remover detritos de corte no fio de diamante.
06
Sistema de controle CNC
O controlador CNC, em combinação com os motores, move o sistema de corte de maneira precisa e programada para cortar formas complexas.
Tipos de máquinas de serra de fio de diamante sem fim
As modernas máquinas de corte de serra de fio sem fim e serra de fio de diamante estão disponíveis em vários tipos diferentes para atender a diferentes requisitos de corte O seguinte irá ajudá-lo a conhecer todos os tipos onde você pode escolher um com base em sua aplicação.
Por Estrutura da Máquina

Serra de arame vertical
Neste caso, o fio corre para cima-para baixo enquanto a peça de trabalho a ser cortada alimenta direita para a esquerda Melhor para cortar lingote de silício, amostras de laboratório e propósitos comuns por causa de sua simplicidade.

Serra Fio Horizontal
O fio corre cruzando através. Mais apropriado para cortar bastante o material livre como o vidro ótico para lajes de grandes cerâmicas.

Serra de arame de pórtico
Estas são máquinas grandes com o sistema de fio aéreo Para cortar grandes boules de safira, blocos de grafite muito enormes ou para produção em larga escala.
Serra de arame de bancada/laboratório
Normalmente, uma máquina muito compacta serve bem para pesquisa e desenvolvimento, controle de qualidade e preparação de amostras. Encontrado em universidades e laboratórios de pesquisa.
Pela Capacidade de Corte
| Vantagens | Desvantagens |
|---|---|
| Alta resolução | Dependência GPU |
| Trabalha com grandes mestres | Melhor para classificar baixo número de saídas únicas |
| Escala recursiva | Ausência de remodelação |
| Requer treinamento moderado | Quadro altamente sensível |
Ferramentas de precisão gratuitas
Máquina corte serra arame Ferramentas Calculadora
Calcule suas economias potenciais e ROI para o investimento da máquina de corte da serra de fio de diamante.
Parâmetros Entrada
pcs
mm
USD
Resultados Análise
Tempo real
Período de retorno
14.4 meses
Poupança Anual
$50,000
42% redução custos
ROI de 3 anos
285%
Novo custo por corte
$1.45
42% menos
Ganho de eficiência
+180%
Lucro líquido de 5 anos
$190,000
Comparação de Custos (por corte)
Nota: Cálculos baseados em benchmarks da indústria Contate-nos para uma análise personalizada detalhada.
Parâmetros Materiais
g/cm³
mm
mm
cortes
pcs
mm
mm
Economia Material
Tempo real
Economia anual de materiais
$35,420
Salvo por corte
1.65 mm
Redução Kerf
82.5%
Peso economizado
417 kg/ano
Rendimento Extra
+8.3%
Mais do mesmo material
Economia de 5 anos
$177,100
Comparação de largura Kerf
Visão principal: 82,51TP3 T menos kerf = economia significativa para materiais de alto valor como safira e SiC.
Pronto para otimizar seu processo de corte de serra de arame?
Obtenha uma análise ROI personalizada para o investimento da sua máquina de corte de serra de arame.
Desafios de corte comuns resolvidos por Máquina de serra de fio de precisão
Cortando materiais duros e quebradiços a maneira dos fabricantes é inteiramente repleta de problemas que eles têm que enfrentar do outro lado do abismo, ou seja, métodos de corte tradicionais Aqui estão alguns dos problemas centrais que ouvimos de nossos clientes antes de passarem para a tecnologia de serra de fio de diamante:
Desafios Críticos da Indústria
Desperdício de material a taxas exorbitantes (alta perda de Kerf)
As serras de identificação e as serras de fita, que são as tradicionais, dão larguras de corte de 0,8-1,5 mm, o que é até 2-3 vezes mais do que o material necessário que está sendo desperdiçado O desperdício está particularmente lá no caso de substratos caros como carboneto de silício (SiC) ou safira cujos preços variam de $50 a $500+ por wafer e, como resultado, essa perda afeta muito os custos de produção e o rendimento.
A qualidade da superfície é ruim e os danos subterrâneos são altos
O uso de corte agressivo resultou na criação de superfícies ásperas de 1,5μm e camadas abaixo da superfície que foram danificadas até 50μm de profundidade em alguns casos Isso exigiu lapidação e polimento que de fato consumiram tempo e dinheiro, ao mesmo tempo em que criaram o risco de mais perda de material.
Lascamento/Quebra de Borda
Cortar materiais frágeis, como cerâmica, vidro e bolachas finas, geralmente leva a lascas de borda, micro-fissuras e quebra da peça de trabalho Perdas de rendimento de 5-151TP3 T são usuais com os métodos convencionais.
Desafio para cortar materiais não condutores
Grafite, vidro e cerâmica avançada estão entre os materiais que não podem sofrer corte de fio EDM Métodos mecânicos tradicionais geralmente produzem resultados ruins.
Velocidade de corte lenta e baixo rendimento
As serras de arame alternativas e os sistemas baseados em pasta são fisicamente limitados a velocidades mais baixas, o que restringe a produtividade. Longos tempos de ciclo não apenas reduzem a produção, mas também aumentam os custos por unidade.
Operação e manutenção complexa
O uso de alguns sistemas de corte requer um operador altamente treinado, ajustes regulares e procedimentos de manutenção elaborados, o que acaba aumentando os custos operacionais e o tempo de inatividade.
Dúvida na Seleção de Equipamentos
Havendo muitas tecnologias de corte disponíveis, a decisão sobre quais equipamentos usar para materiais e aplicações específicas pode ser muito difícil, portanto também pode levar a investimentos errados que são caros.
Soluções de máquinas de serra de fio de precisão
Elimine 501TP3 T+ da perda de corte cortando com fio ultrafino.
Nós usamos laços de fio de diamante com o menor diâmetro sendo 0,30 mm em nossas máquinas de serra de fio sem fim e isso leva à produção de larguras de kerf apenas entre 0,35-0,45 mm. Em comparação com serras de identificação (0,8-1,2 mm kerf), você recupera 30-501TP3 T mais material por peça de trabalho Para um lingote de SiC de 200 mm, isso pode equivaler a um extra de 10-15 wafers por lingote.
Obtenha Qualidade de Superfície Superior (Ra)
O corte feito em uma direção elimina apenas vibrações e produz superfícies muito lisas. Os parâmetros que otimizamos resultam em rugosidade superficial Ra 0,3-0,8μm para a maioria dos materiais, com danos subterrâneos não superiores a 5μm, o que muitas vezes leva a menos ou nenhum lapidação e tempo de polimento sendo reduzido em 50%.
Elimine o chipping de borda com ação de corte suave
O laço flexível do fio do diamante durante o corte exerce uma força lateral mínima Em conjunto com as taxas de alimentação e o controle da tensão que foram aperfeiçoados, nossas máquinas cortam materiais frágeis, por exemplo, bolachas finas do silicone e cerâmicas, sem lascar da borda assim aumentando o rendimento a 981TP3 T+ mesmo para peças de trabalho frágeis.
Corte qualquer material duro que não importe se for condutor ou não
O corte de fio de diamante é e funciona em qualquer material é mais macio do que o diamante De metais condutores grafite isolante, vidro e cerâmica avançada 1 máquina pode lidar com todos estes mais Perfeito para a instalação que processa vários tipos de materiais.
Aumente a saída com corte contínuo de alta velocidade
Correr a velocidades de até 60 m/s (3-4 x mais rápido que os sistemas alternativos) e combinado com a operação em loop contínuo resulta em tempos de ciclo significativamente mais curtos Os aumentos de produtividade de nossos clientes de 40-1001TP3 T em relação aos equipamentos de corte anteriores são relatados.
Operação simplificada e menores custos de manutenção
As máquinas de serra de fio sem fim que oferecemos vêm com controles fáceis de usar, substituição rápida do laço de fio (em menos de 10 minutos) e exigem manutenção mínima Os operadores podem ser treinados em apenas algumas horas, em oposição a semanas, reduzindo assim a sobrecarga operacional.
Suporte especializado a aplicativos e soluções personalizadas
Nossa equipe de engenharia de profissionais de corte de fio diamantado com mais de 15 anos de experiência fornece testes de corte gratuitos, otimização de parâmetros e soluções personalizadas adaptadas aos seus requisitos específicos de material e produção.
Máquina de serra de fio sem fim Aplicações e materiais industriais
Nossa máquina de serra de arame sem fim que são infinitas por natureza atender a várias indústrias pedindo o corte de materiais duros e quebradiços com precisão Seguem as principais aplicações e os materiais que cortamos:

Fabricação Semicondutores
Corte de lingote de silício, amostragem de wafer, processamento de SiC e GaN

Indústria Fotovoltaica
Corte de mono/poli silício, produção de células solares

LED e Optoeletrônica
Corte de substrato de safira, processamento de wafer LED

Componentes Ópticos
Vidro para óptica, quartzo, materiais para lentes

Cerâmica Avançada
Alumina, zircônia, SiC, cerâmica Si3N4

Materiais Magnéticos
Ímãs NdFeB, ferrite e terras raras
Máquina de serra de fio sem fim vs. Tecnologia de corte tradicional
Tecnologia Endless Diamond Wire Saw versus métodos de corte tradicionais Veja comparações de desempenho em várias métricas.
Velocidade Corte
Velocidade linear (m/s)
3-4x mais rápido
Perda de Kerf/Desperdício de Material
Largura de corte (mm)
85% Menos
Rugosidade da Superfície (Ra)
Mais baixo é melhor (μm)
Acabamento Superior
Índice de Custo Operacional
Custo relativo por corte
Economia de 30%
Serra de arame sem fim
Serra Banda
Serra de arame de lama
ID Serra
Especificações detalhadas Comparação
| Especificação | Serra de fio de diamante sem fim | Serra de fita de diamante | Serra de arame de lama | ID Serra |
| Velocidade Corte | 60 - 80 m/s | 10 - 20 m/s | 5 - 15 m/s | 20 - 30 m/s |
| Largura Kerf | 0,3 - 0,5 mm | 1,5 - 3,0 mm | 0,15 - 0,25mm | 0,8 - 1,2 mm |
| Superfície Ra | 0,3 - 0,7 μm | 1,5 - 5,0 μm | 0,3 - 0,5 μm | 0,8 - 2,0 μm |
| Controle TTV | ± 5 - 10 μm | ± 20 - 50 μm | ± 3 - 8 μm | ± 10 - 20 μm |
| Rendimento | Alto | Médio | Baixo | Médio |
| Ambiental | Baseado em água | Água/Óleo | Resíduos de chorume | Água/Óleo |
| Manutenção | Baixo | Médio | Alto (pasta) | Médio |
| Custo Operacional | Baixo-Médio | Baixo | Alto | Médio |
Como Escolher o Direito Máquina de serra de fio sem fim
A escolha de uma máquina de corte de fio diamantado deve levar em consideração vários requisitos de aplicação específicos do seu caso. Para obter uma boa escolha, siga este guia de seleção:
1
Dimensões da peça
O tamanho máximo da sua peça é o fator mais importante Verifique se a capacidade de corte da máquina é maior que a da sua maior peça, com uma margem de segurança:
Bancada:
Amostras até 100 mm
Industrial padrão:
Peças de trabalho de 100-400 mm
Grande formato:
Materiais de 400 mm+
2
Dureza do material & propriedades
Diferentes especificações de fio e parâmetros de corte dependem dos materiais:
Silício, SiC, Safira:
É utilizado fio galvanizado com grão fino (40-80μm)
Vidro óptico, Quartzo:
Grão médio (60-100μm), resfriamento a água
Cerâmica:
Brilho e fragilidade são os fatores para brincar, taxas de alimentação mais baixas são o caminho a percorrer
Grafite:
A areia pode ser mais grosseira e o corte a seco pode ser feito
3
Precisão necessária e qualidade de superfície
Aplicação
Requerido Acabamento Superficial
Preparação de wafer semicondutor
Ra <0,5μm, sem SSD
Componentes ópticos
Ra < 0,3μm é frequentemente o caso
Cerâmica estrutural
Ra 0,5-1,0μm está ok
Processamento grafite
Ra 1,0-2,0μm costuma ser suficiente
4
Volume Produção
P & D/Baixo volume:
Máquinas manuais ou semiautomáticas
Produção média:
Programável com automação básica
Alto volume:
Totalmente automatizado com integração carregador/descarregador
Importante
Não dimensione demais sua máquina desnecessariamente Uma máquina que é muito grande pode ter menos precisão para peças de trabalho pequenas A capacidade da máquina deve ser combinada com o tamanho típico (não máximo) da peça de trabalho, permitindo uma altura livre razoável para peças maiores ocasionais.
Por que nos escolher nosso Máquinas de serra de arame sem fim
1
Rendimento Máximo de Material
A perda de material mais substancial é reduzida em 60-701TP3 T, quando comparada com serras de fita, o que significa que em uma operação de corte de um lingote de 6 "SiC, o rendimento é aumentado em 2+ wafers, e isso acabará por cortar o custo significativamente.
2
Qualidade Superficial Superior
O processo de corte ininterrupto ultrarrápido dá origem a superfícies espelhadas (Ra
3
Velocidades de corte mais rápidas
Fio operando em velocidades de 80 m/3 vezes mais rápido que o reciproc proporciona mais produção comprometendo a qualidade do corte. Atender eficientemente aos requisitos de produção.
4
Custos Operacionais Reduzidos
Loops de fio mais curtos (2-10 m vs 20-40 m) reduzem o custo dos consumíveis Os projetos mecânicos descomplicados resultam em menos desgaste e intervalos de serviço mais longos.
5
Manuseio Versátil de Materiais
Com a mesma máquina, execute o corte de silício, grafite, cerâmica, vidro, etc. A fácil comutação de parâmetros permite o processamento rápido e eficiente de muitos materiais diferentes.
6
Suporte de aplicativos especializados
Sua produtividade será maximizada por nossa equipe de engenharia, fornecendo otimização de parâmetros de corte, treinamento de operadores e suporte técnico por toda parte.

Máquina de serra de fio sem fim Estudos de caso
O Desafio
Durante as mudanças de pico na demanda por veículos elétricos e sistemas de energia renovável, o cliente experimentou um gargalo crítico na linha de produção de wafer SiC (Silicon Carbide).Sob ambos os parâmetros de qualidade e eficiência necessários, o sistema de serra de identificação (diâmetro interno) pré-existente tinha um déficit de desempenho considerável:
- Perda excessiva de Kerf: A largura de corte da serra ID criou um kerf de 0,8 mm, resultando em materiais perdidos que valiam mais de $3.000 por lingote SiC de 6 polegadas.
- Danos à superfície: As profundidades dos danos subterrâneos excederam 15 µm, o que exigiu pós-processamento excessivo.
- Baixo rendimento: Foram necessárias mais de 45 horas por lingote de SiC de 6 polegadas para processá-lo totalmente em wafers.
- Mudanças de lâmina: As interrupções na produção foram causadas por substituições de lâminas de identificação que precisavam ser feitas a cada 200 cortes.
A equipe de engenharia do cliente fez uma solicitação de uma serra de fio diamantado para aplicações de semicondutores que pudesse efetivamente aumentar a qualidade da superfície e, ao mesmo tempo, diminuir o desperdício de material.
Nossa Solução
Nossa equipe de engenharia de aplicações preparou uma proposta que consiste nas necessidades do cliente, bem como a Máquina de Serra de Fio Diamante Sem Fim SV-360 H configurada para cortar wafers de SiC:
Fio de diamante:laço de 0,35 mm galvanizado com diamante (grão de malha 40/50)
Velocidade do fio:Otimizado em 18-22 m/s para atingir a dureza SiC
Taxa de alimentação:0,5 mm/min (com um algoritmo de alimentação progressiva)
Sistema de refrigeração:Refrigerar de água do duplo-fluxo com controle de 15 °C
Controle de tensão:Controle automático da tensão do fio de ±0.5N
Semana 1-2Instalação da máquina e avaliação no local
Semana 3-4Ensaio de parâmetros de otimização com lingotes de ensaio
Semana 5-6Documentação dos processos e formação dos operadores
Semana 7-8Certificação de qualidade e validação da produção
Resultados Alcançados
| KPI | Antes (ID Saw) | Depois (SV-360H) | Melhoria |
|---|---|---|---|
| Perda de Kerf | 0,80mm | 0,38mm | Reduzido por 42% |
| Rugosidade da Superfície (Ra) | 0,8μm | 0,3μm | Melhorado por 62% |
| Danos Subsuperficiais | >15μm | <5μm | Reduzido por 67% |
| Tempo de Processamento (lingote de 6") | 45 horas | 28 horas | Mais rápido em 38% |
| Bolachas por Lingote | 85 bolachas | 112 bolachas | Aumento do rendimento em 32% |
"Substituir nossa linha de produção de SiC pelo sistema de serra de fio diamantado sem fim foi uma melhoria notável! isso resultou em uma redução de 421TP3 T na perda de kerf, resultando em economia anual superior a $180.000 nos custos de matéria-prima Mais importante, a qualidade aprimorada da superfície minimiza o tempo de polimento a jusante em 401TP3 T, melhorando significativamente nosso tempo de colocação no mercado para novos produtos semicondutores de potência."
Principais conclusões
- A tecnologia de serra de fio sem fim é perfeitamente adequada para semicondutores compostos duros e quebráveis, como SiC e GaN
- Maximizar a produtividade depende da escolha correta do fio e da otimização dos parâmetros
- A economia de custos de materiais pode gerar retorno sobre o investimento em apenas 6 a 8 meses ao usar substratos caros
- A redução dos danos subterrâneos reduz bastante as necessidades de processamento subsequentes
O Desafio
Com o foco atual do mundo em energia renovável, nosso cliente, um dos principais produtores de silício fotovoltaico, precisava aumentar rapidamente a capacidade do wafer monocristalino de sua empresa, mantendo-se competitivo em termos de custos:
- Limitação de capacidade: As serras de polpa multi-fio atuais não são suficientes para atingir o aumento de 401TP3 T na meta de saída
- Desperdício de silício: O corte à base de lama resultou em 70μm de perda de corte por corte, que totalizou mais de 15% de resíduos de silício da produção total
- Resíduos de silicone: Os resíduos gerados a partir do corte são um novo desafio ambiental com custo adicional para conformidade ambiental
- Demanda de espessura de wafer: A fim conseguir a espessura da bolacha de 150μm, a procura é para o equipamento com precisão aumentada
- Pressão de custo: Para continuar cortando suficientemente, é necessário manter a redução dos custos incorridos com o corte de cada wafer até 20%, no mínimo
Nossa Solução
Para corte de alto volume de wafers de silício, propusemos uma atualização de toda a linha de produção para nossos sistemas de serra de fio sem fio industrial da série SVO-500.
Tipo de fio:laço de fio diamantado sem fim galvanizado de 0,30 mm
Capacidade de corte:lingotes de silício de 210 mm de diâmetro
Velocidade do fio:25-35 m/s com controle de velocidade ajustável
Automação:Totalmente automatizado com robótica integrada para carga e descarga
Monitoramento:Sistema de monitoramento TTV (Total Thickness Variation) em tempo real
Refrigerante:Loop fechado com reciclagem e filtragem de água (951TP3 T de água é reutilizado)
Fase 1Instalação de 1 unidade para validação do processo piloto (4 semanas)
Fase 2Certificação para otimização da produção e operador (3 semanas)
Fase 3Integração MES para implantação das 2 unidades restantes (6 semanas)
Fase 4Suporte à produção com monitoramento remoto para aumento 24 horas por dia, 7 dias por semana (em andamento)
Resultados Alcançados
| Métrica | Antes (pasta multifio) | Depois (SVO-500) | Melhoria |
|---|---|---|---|
| Perda de Kerf | 0,18mm | 0,12mm | Redução de 33% |
| Bolachas por Lingote (182 mm) | 5.200 bolachas | 7.020 bolachas | 35% mais rendimento |
| TTV (Variação de Espessura Total) | ± 15 μm | ± 8 μm | Melhoria 47% |
| Custo de corte por wafer | $0.042 | $0.028 | Redução de custos 33% |
| Utilização de água | 100% | 5% (95% reciclado) | Redução 95% |
| Saída Diária (3 Unidades) | 45.000 bolachas | 72.000 bolachas | Aumento de 60% |
"Mudar para a tecnologia Endless Diamond Wire Saw foi fundamental para nossa estratégia de expansão O rendimento de melhoria de perda de corte 35% traduziu-se em milhões de economias anualmente No entanto, a eliminação de resíduos de chorume e a redução do consumo de água 95% foi o benefício ambiental que nos ajudou a atender às nossas certificações de sustentabilidade antes do previsto."
Principais conclusões
- A tecnologia de fio de diamante sem fim permite uma produção de wafer mais fina com controle TTV aprimorado
- A redução da eliminação de chorume significa custos operacionais mais baixos e menos problemas de conformidade ambiental
- Sistemas automatizados com integração MES permitem produção de alto volume 24 horas por dia, 7 dias por semana
- Sistemas de refrigeração de circuito fechado reduzem o uso de água e reduzem custos operacionais
O Desafio
O cliente fornece substratos cerâmicos de alumina de alta pureza para módulos de energia automotiva para veículos elétricos As demandas de qualidade do cliente do módulo de energia automotiva estão entre as mais rigorosas do setor:
- Qualidade da borda: Qualquer dano visível na borda resulta em rejeição, a tolerância ao lascamento é zero
- Precisão dimensional: As dimensões do substrato têm uma tolerância de ±0,02 mm
- Integridade da superfície: Micro-rachaduras são um No Go. Eles devem passar pela inspeção de penetrante fluorescente
- Alta taxa de rejeição: A serra de corte de lâmina de diamante projetada produziu lascas de borda a uma taxa de 8-12%
- Pressão de rendimento: O crescimento do mercado de VE exigiu um aumento de capacidade de 501TP3 T em menos de 6 meses
O cliente precisava de uma máquina de corte cerâmico, capaz de oferecer qualidade automotiva em volumes muito mais elevados.
Nossa Solução
Nós construímos um procedimento usando nossa serra de fio de diamante sem fim de precisão SV-280 P, projetada para materiais cerâmicos frágeis.
Fio de diamante:D fio de diamante ligado em resina de 0,28 mm (otimizado em cerâmica)
Modo de corte:Corte em modo dúctil para reduzir fraturas frágeis
Velocidade do fio:8-12 m/s. Modo de baixa velocidade
Controle de alimentação:Alimentação de força constante. Sensibilidade 0,1N
Fixação:Mandril de vácuo personalizado com substrato sem estresse
Refrigerante:Para água deionizada processada de alta pureza com pH de funcionamento livre
Passo 1Análise de Material: estudou tanto o comportamento de corte da alumina 961TP3 T & 99.61TP3 T
Passo 2Desenvolvimento de Parâmetros: velocidade/alimentação otimizada para cada tipo de alumina
Passo 3Validação de Qualidade de Borda: bordas sem chip, confirmadas via SEM 500x
Passo 4Certificação de Processo: IATF 16949 Cpk > 1,67
Resultados Realizados
| Métrica | Antes (cortar lâmina) | Depois (SV-280P) | Melhoria |
|---|---|---|---|
| Taxa de lascamento de borda | 8-12% | <0.3% | Diminuição de 97% |
| Rendimento de primeira passagem | 88% | 99.7% | Defeito quase zero |
| Precisão Dimensional | ±0,05mm | ±0,015mm | Aumento de 70% |
| Rugosidade da Superfície (Ra) | 1,2μm | 0,4μm | Aumento de 67% |
| Velocidade Corte | 2 substratos/min | 3,5 substratos/min | Aumento de 75% |
| Custo da ferramenta por substrato | $0.15 | $0.06 | Diminuição de 60% |
"O SV-280 P excedeu nossas expectativas para o corte cerâmico de precisão Alcançar o rendimento de primeira passagem de 99,71TP3 T significa que praticamente eliminamos o retrabalho e as reclamações de qualidade do cliente Em particular, nossos clientes OEM automotivos nos elogiaram por nossa qualidade de borda aprimorada, o que fortaleceu nossa posição como seu fornecedor preferido de substrato."
Principais conclusões
- O lascamento da borda em cerâmica é removido por fio diamantado ligado a resina com parâmetros de modo dúctil
- É importante usar o controle de alimentação de força constante ao processar materiais frágeis
- O bom design de fixação elimina microfissuras induzidas por tensão
- A certificação de qualidade de nível automotivo (IATF 16949) é possível com tecnologia de serra de fio
O Desafio
Como líder de pesquisa de materiais, o laboratório recebe mensalmente centenas de amostras diferentes para análise microestrutural, tais como
- Materiais compósitos: Polímeros reforçados com fibra de carbono, compósitos de matriz cerâmica
- Componentes eletrônicos: PCBs multicamadas, pacotes de semicondutores, células de bateria
- Amostras metalúrgicas: Superligas, ligas de titânio, peças manufaturadas aditivas
- Espécimes geológicos: Núcleos de rocha, amostras minerais, fósseis
Suas técnicas de preparação foram limitadas das seguintes maneiras:
- Danos causados pelo calor: Alteração excessiva da microestrutura da amostra devido ao uso de rodas de corte abrasivas
- Delaminação: As amostras multicamadas frequentemente delaminadas durante o corte
- Variedade de equipamentos: Diferentes materiais precisavam de diferentes sistemas de corte, aumentando a complexidade do laboratório
- Reversão lenta: Amostras difíceis levaram de 2 a 3 dias para completar o corte adequado
O laboratório precisava de uma serra de arame de laboratório versátil para acomodar seu variado portfólio de materiais.
Nossa Solução
Entregamos uma serra de fio sem fim de laboratório SV-150L, personalizada para a flexibilidade e precisão encontradas em ambientes de pesquisa:
Pequeno Design:Bancada (600 x 500 x 450 mm) para espaços de laboratório padrão compactos adicionais
Sistema Multi-Wire:Fios de diamante de 0,20-0,50 mm com troca rápida
Biblioteca de fios:Para uma gama de materiais diferentes, 6 tipos de fio estão incluídos
Velocidade variável:1-25 m/s sob medida para materiais específicos
Modo de baixa força:Para amostras sensíveis, a força de corte é ajustável até 0,05N
Janela de corte:Para observar o processo de corte, a câmara é iluminada por LED
Software:100+ programas de corte diferentes armazenados pela receita
Dia 1Calibração e instalação do sistema
Dia 2-3Treinamento com materiais de amostra
Semana 2-4Configuração colaborativa de parâmetros de materiais prioritários
Em andamentoSuporte e ajuste de parâmetros remotamente
Resultados Alcançados
| Métrica | Antes | Depois (SV-150L) | Melhoria |
|---|---|---|---|
| Tempo de resposta da amostra | 2-3 dias | 2-4 horas | 90% mais rápido |
| Dano Térmico | Frequente | Nenhum detectado | Eliminado |
| Taxa de Delaminação Composta | 25% | <2% | Redução de 92% |
| Materiais Processáveis | Seleção limitada | Mais de 50 tipos de materiais | Capacidade universal |
| Pegada de equipamento | 3 sistemas diferentes | 1 unidade compacta | Redução de espaço 67% |
| Qualidade da amostra para SEM/TEM | 60% aceitável | 95% aceitável | Melhoria 58% |
"O SV-150 L tornou-se o carro-chefe do nosso laboratório de preparação de amostras Anteriormente, três sistemas de corte e um processo de um dia seria feito agora em questão de horas com uma máquina Até mesmo nossos alunos de pós-graduação podem preparar seções transversais de qualidade de publicação de forma consistente, graças à capacidade de armazenar receitas para materiais específicos. Isso transformou nosso rendimento de pesquisa."
Principais conclusões
- Serras de arame sem fim fornecem corte a frio, crucial para preservar microestruturas
- A compatibilidade do micro fio elimina várias necessidades do sistema de corte
- O armazenamento de receitas garante resultados reproduzíveis em diferentes operadores
- O corte de baixa força evita a delaminação em materiais em camadas/compostos
Perguntas frequentes sobre máquinas de serra de fio sem fim
Como funciona continuamente uma serra de fio com potência de diamante e como ela difere da serra de fio de diamante?
Uma serra de fio diamantado é mais parecida com uma máquina de corte usando um fio diamantado de circuito fechado ou um fio de corte flexível com abrasivos diamantados inseridos; ela usa os dois juntos para dar um corte preciso em materiais duros e quebradiços O braço com fio revestido de diamante retorna para cortar ao redor do estágio de amostra depois de ter sido aquecido e resfriado com refrigerante O calor de fricção do processo de corte será conduzido através do abrasivo de diamante para o estágio de amostra A unidade de acionamento e retenção do rolo finaliza ainda mais o movimento do fio revestido de diamante Portanto, é um forte gerador do processo de corte Esses tipos de serras de arame encontram sua aplicação em materiais como silício, quartzo, safira, vidro óptico, cerâmica e grafite.
Por que existe a necessidade de usar máquinas de corte com fio diamantado para processos de corte envolvidos com materiais duros e quebradiços?
Os mcahines de corte de fio de diamante foram intrduzidos para realizar operações de ctuing de fio de percisão e loop sem els de alta velocidade para esculpir material ouvido como carboneto de silício, alumina e safira O fio revestido de bucke de longa duração de qualidade superior e método de corte de diamante fornecem corte de melhor qualidade, menos danos às camadas abaixo da superfície do material cortado, corte rápido em comparação com o corte convencional de lâmina de serra ou estacas de lâmina Os fabricantes projetam essas soluções para atender aos requisitos de corte para o processo de corte das indústrias de semicondutores, aeroespacial e vidro óptico.
A serra de fio diamantado pode ser usada para corte de grafite e fatiamento de wafer de silício ao mesmo tempo?
Claro. O corte com serra de arame é eficaz em corte de grafite e aplicações de fatia de wafer de silício. As máquinas de arame diamantado e os fios diamantados do tipo laço podem cortar grafite ou silício com um bom controle da espessura da fatia. Recursos como um micrômetro digital e dois ajustáveis angularmente ou um estágio de amostra com dois ajustáveis angularmente melhoram a precisão para fatiamento fino necessário no processamento de semicondutores e cristais.
Os materiais a serem cortados por fio diamantado incluem vidro óptico e cerâmica.
O corte de fio de diamante pode ser bem sucedido em uma ampla variedade de materiais que são duros e quebradiços: vidro óptico, cerâmica, quartzo, safira, GaAs e YVO4, que são materiais semicondutores e pedras preciosas A extremidade dos diamantes permite que esses materiais sejam cortados de forma eficiente e com lascamento mínimo Conjuntos mais macios de material, como liga ou epóxi com um abrasivo menos duro, também podem ser cortados, mas geralmente precisam de uma velocidade de corte modificada, refrigerante ou uma granulação de diamante apropriada para otimizar a qualidade de corte e o histórico de uso do fio de corte.
Que papel a velocidade de corte, o diâmetro e o tipo de laço desempenham na determinação da qualidade e eficiência do corte?
A falha mais rápida, por um tiro longo, cerca de metade das amostras medidas em cada caso tinha um design muito diferente da outra metade Velocidade, diâmetro do fio e tipo de looping são controladores-chave necessários para o corte rápido para obter bons resultados A superfície do circuito corre em altas velocidades, o que aumenta o rendimento, embora o diâmetro do fio e a granulação de diamante devam atingir um ponto de equilíbrio para evitar desgaste significativo Diâmetros de fio finos produzem um corte fino e oferecem maior precisão de corte de fio, enquanto diâmetros grossos são propícios para a alta robustez de corte de fio de diamante tipo laço e mecanismos de acionamento do carretel levam à promoção impulsiva em uma velocidade de corte estável e constante que influencia muito os tipos de material a serem cortados, a qualidade do corte e também outros fatores.
Alguma melhoria de acessório e controle que permita uma melhor precisão em máquinas de fio diamantado (como micrômetro e estágio de amostra)?
O corte de precisão é avançado por acessórios como estágio de amostra móvel com alinhamento de ângulo duplo, micrômetro digital, controle de antena dupla, monitores de tensão de loop de fio e sistemas de melhoria de vida do refrigerante Tudo isso contribui para o processo de trabalho, permitindo o corte correto de pedras preciosas, corte óptico de vidro e semicondutor fatiado. Modelos certificados de serra de fio sem fim para precisão (CE, ISO) geralmente vêm com esses componentes, tendo um Q/QC etc. (e outras opções de controle de qualidade), juntamente com possível certificação NTRL via mlti para segurança e garantia no local de trabalho.
Qual é o impacto do líquido refrigerante e da cobertura no desempenho de manutenção e corte a longo prazo?
Manter a temperatura da interface de corte, rejeitando detritos e dando ao fio diamantado a maior durabilidade são colocados em funções necessárias A seleção e o fluxo adequados do líquido refrigerante podem inibir o ausmol de calor Um regime de manutenção regular elabora a substituição de acionamentos de carretel, verificando loops de fio, garantindo tensão e verificando a filtragem quanto à qualidade operacional e para evitar interrupções desnecessárias Mais recomendações podem ser encontradas dos fabricantes sobre intervalos de manutenção e consumíveis necessários para combinar com um ambiente de corte específico.
As serras com fio diamantado da VimFun são adequadas para uso industrial?
As serras VimFun, as meias de corte e alguns outros fabricantes estabelecidos são mais propensos a oferecer uma variedade de opções de máquinas de arame, que vão desde uma serra de arame básica até uma serra de arame sem fim de precisão com controle e calibração avançados É provável que a velocidade eloquente de corte, a precisão do corte de arame, o design da bandeja de amostra, a certificação (CE, ISO) e os materiais que podem incluir silício, grafite, safira, etc., terão que ser comparados entre os modelos Os fabricantes credenciados oferecem documentação sobre tecnologias de corte, procedimentos de corte e peças de reposição, a fim de garantir que existam soluções de corte seguras e eficazes.
Quais considerações de segurança, certificação e aplicação são importantes ao selecionar uma máquina de corte?
O ato de usar máquinas de corte de fio nas indústrias traz alarme para segurança e certificação (CE, ISO e, opcionalmente, NRTL organizado pela mti).A avaliação da proteção da máquina, parada de emergência, contenção de refrigerante e suporte de treinamento deve fazer parte da discussão Considere os requisitos de aplicação (semicondutor, vidro óptico, cerâmica), espessura de fatia proposta, velocidade de corte e volumes de produção Para trabalhos especializados como corte de pedras preciosas ou corte de múltiplos fios, consulte os fabricantes para verificar os requisitos da máquina de corte de fio de diamante e ajustar as soluções de corte para aplicações de corte de fio rápido e de alta precisão.
Blogs Tendências



