Nehmen Sie Kontakt mit DONGHE Company auf
-
Telefon: +86 181-1645-5490
-
E-mail: Sales18@DongheScience.com



Filter
Ergebnisse 25 – 29 von 29 werden angezeigt





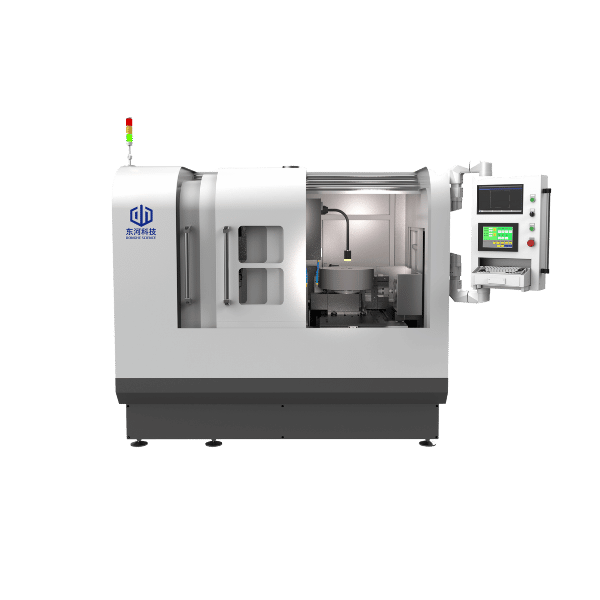
Endlose Drahtsägemaschine
Endlose Drahtsägemaschine zum präzisen Diamantdrahtschneiden
Fortschrittliche endlose Diamantdrahtsägetechnologie zum Schneiden von Silizium, Graphit, Keramik und anderen harten Materialien Erreichen Sie 60% weniger Materialabfall mit unseren kontinuierlichen Schleifendrahtsägemaschinen, die für Halbleiter-, Solar- und Laboranwendungen entwickelt wurden.
0,35 mm
Ultradünne Kerf-Breite
80 m/s
Maximale Drahtgeschwindigkeit
60%
Materialeinsparungen
Was ist eine endlose Diamantdrahtsäge?
Andererseits ist eine endlose Diamantdrahtsäge, kontinuierliche Drahtsäge, oder Schlaufenschneidemaschine eine hochpräzise Schneidausrüstung, die zum Schneiden harter und spröder Materialien etabliert ist, im Gegensatz zu anderen Schneidwerkzeugen verwendet sie einen geschlossenen diamantbeschichteten Draht, der mit extrem hoher Geschwindigkeit läuft und sich kontinuierlich in nur einer Richtung bewegt, normalerweise etwa 60-80 Meter pro Sekunde.
Dieses Niveau der Präzisionsdrahtsägetechnologie ist eine enorme Verbesserung für das Materialschneiden in Bereichen wie der Halbleiterindustrie, der Photovoltaikherstellung, der Optikherstellung und der Hochleistungskeramik. Traditionelle Methoden wie das Drahtschneiden mit Gülle und die Bandsägetechnologie werden von der endlosen Diamantdrahtsäge bei weitem übertroffen.

Hochgeschwindigkeits-Unidirektionalschneiden (60-80 m/s)
Tolle Oberflächenbeschaffenheit (Ra 0,3-0,7 µm)
Minimaler Schnittfehlschlag (Drahtdurchmesser 0,3-0,5 mm)
Wasserbasiertes Kühlmittelsystem (ökofreundlich)
Schlüsselkomponenten einer endlosen Diamantdrahtsäge
Entscheidend für den Betrieb und die Wartung einer EDS-Maschine ist das Wissen, welche ihrer Komponenten am wichtigsten sind:
01
Diamantdrahtschleife
Draht (mit hohen Zugeigenschaften), beschichtet und verbunden mit synthetischen Diamantkügelchen (Bereich typischerweise 300-100 µm), die zum Schneiden in die Materialien verwendet werden.
02
Führungsradsystem
Die Führungsrollen, die dabei helfen, den Draht zu führen und gleichzeitig die richtige Spannung aufrechtzuerhalten, während die Schneidvorgänge stattfinden.
03
Spannungsregelung
Hält eine konstante Spannung auf dem Draht im Bereich von 20-60 N aufrecht.
04
Zufuhrmechanismus
Wird vom Benutzer bedient und steuert vollständig, wie viel das Werkstück dem Draht zugeführt wird.
05
Kühlmittelsystem
Es liefert das Kühlmittel (Wasser), um den Schneidvorgang zu schmieren und Schneidreste am Diamantdraht zu entfernen.
06
CNC-Steuerungssystem
Der CNC-Regler bewegt in Kombination mit den Motoren das Schneidsystem präzise, programmiert zum Schneiden komplexer Formen.
Arten von endlosen Diamantdraht-Sägemaschinen
Die modernen endlosen Drahtsäge - und Diamantdrahtsäge-Schneidemaschinen sind in verschiedenen Arten erhältlich, um unterschiedlichen Schneidanforderungen gerecht zu werden. Im Folgenden erfahren Sie alle Typen, bei denen Sie je nach Anwendung einen auswählen können.
Nach Maschinenstruktur

Vertikale Drahtsäge
In diesem Fall läuft der Draht nach oben, während das zu schneidende Werkstück von rechts nach links zuführt. Aufgrund seiner Einfachheit eignet es sich am besten zum Schneiden von Siliziumbarren, Laborproben und für gängige Zwecke.

Horizontale Drahtsäge
Der Draht verläuft quer. Am besten geeignet zum Schneiden von ziemlich freiem Material wie optischem Glas für Platten aus großer Keramik.

Portaldrahtsäge
Das sind große Maschinen mit dem Oberleitungssystem Zum Schneiden großer Saphirkugeln, sehr riesiger Graphitblöcke, oder für die Großserienfertigung.
Tisch-/Lab-Drahtsäge
Normalerweise dient eine sehr kompakte Maschine gut für Forschung und Entwicklung, Qualitätskontrolle und Probenvorbereitung. Gefunden in Universitäten und Forschungslaboren.
Durch Schnittfähigkeit
| Vorteile | Nachteile |
|---|---|
| Hohe Auflösung | GPU-abhängigkeit |
| Arbeitet mit großen Meistern | Am besten zur Klassifizierung einer geringen Anzahl eindeutiger Ausgaben |
| Rekursive Skalierung | Keine Umbesetzung |
| Erfordert eine moderate Ausbildung | Hochsensibles Framework |
Kostenlose Präzisionswerkzeuge
Drahtsäge-Schneidemaschine Taschenrechner-tools
Berechnen Sie Ihre potenziellen Einsparungen und Ihren ROI für die Investition in Diamantdrahtsäge-Schneidemaschinen.
Eingabeparameter
Stk
mm
USD
Analyseergebnisse
Echtzeit
Amortisationszeit
14.4 Monaten
Jährliche Einsparungen
$50,000
42% Kostensenkung
3-jähriger ROI
285%
Neue Kosten pro Schnitt
$1.45
42% Weniger
Effizienzgewinn
+180%
5-Jahres-Nettogewinn
$190,000
Kostenvergleich (pro Schnitt)
Anmerkung: Berechnungen auf Basis von Branchen-Benchmarks Kontaktieren Sie uns für eine detaillierte kundenspezifische Analyse.
Materialparameter
g/cm³
mm
mm
Schnitte
Stk
mm
mm
Materialeinsparungen
Echtzeit
Jährliche Materialeinsparungen
$35,420
Pro Schnitt gespeichert
1.65 mm
Kerf-reduktion
82.5%
Gewichtet Gespart
417 kg/Jahr
Extra-ertrag
+8.3%
Mehr aus dem gleichen Material
5-jährige Ersparnisse
$177,100
Kerf-Breitenvergleich
Schlüsseleinblick: 82,5% weniger Schnittfuge = erhebliche Einsparungen bei hochwertigen Materialien wie Saphir und SiC.
Sind Sie bereit, Ihren Drahtsägenschneideprozess zu optimieren?
Erhalten Sie eine personalisierte ROI-Analyse für Ihre Investition in Drahtsäge-Schneidemaschinen.
Gemeinsame Schnittherausforderungen gelöst von Präzisionsdrahtsägemaschine
Durchschneiden von harten und spröden Materialien die Art der Hersteller ist völlig mit Problemen behaftet, denen sie sich auf der anderen Seite des Abgrunds stellen müssen, also traditionelle Schneidmethoden Hier sind einige der Kernthemen, die wir von unseren Kunden hören, bevor sie zur Diamantdrahtsägetechnologie übergehen:
Kritische Branchenherausforderungen
Materialverschwendung zu exorbitanten Raten (hoher Kerf-Verlust)
ID-Sägen und Bandsägen, die die traditionellen sind, ergeben Schnittbreiten von 0,8-1,5 mm, was bis zu 2-3-mal mehr ist als das benötigte Material, das verschwendet wird. Die Verschwendung ist insbesondere bei teuren Substraten wie Siliziumkarbid (SiC) oder Saphir vorhanden, deren Preise zwischen $50 und $500+ pro Wafer liegen, und infolgedessen wirkt sich dieser Verlust stark auf Produktionskosten und Ertrag aus.
Die Oberflächenqualität ist schlecht und die Schäden unter der Oberfläche sind hoch
Der Einsatz aggressiver Schnitte hat zur Entstehung rauer 1-Millimeter-Oberflächen und Schichten unter der Oberfläche geführt, die in einigen Fällen bis zu 50 mm tief beschädigt wurden. Dies erforderte Überlappungen und Polieren, was tatsächlich Zeit und Geld in Anspruch nahm und gleichzeitig zu Schäden führte das Risiko eines weiteren Materialverlusts.
Kantenabsplitterung/-bruch
Das Schneiden spröder Materialien wie Keramik, Glas und dünner Wafer führt häufig zu Kantensplittern, Mikrorissen und Werkstückbrüchen. Ausbeuteverluste von 5-151TP3 T sind bei herkömmlichen Methoden üblich.
Herausforderung zum Schneiden nichtleitender Materialien
Graphit, Glas und Hochleistungskeramik gehören zu den Materialien, die nicht EDM-Draht schneiden können. Traditionelle mechanische Methoden liefern im Allgemeinen schlechte Ergebnisse.
Langsame Schnittgeschwindigkeit und geringer Durchsatz
Hubdrahtsägen und Systeme auf Güllebasis sind physikalisch auf niedrigere Geschwindigkeiten beschränkt, was die Produktivität einschränkt Lange Zykluszeiten reduzieren nicht nur die Leistung, sondern erhöhen auch die Kosten pro Einheit.
Komplexer Betrieb und Wartung
Der Einsatz einiger Schneidsysteme erfordert einen hochqualifizierten Bediener, regelmäßige Anpassungen und aufwändige Wartungsverfahren, was letztendlich zu höheren Betriebskosten und Ausfallzeiten führt.
Zweifel an der Ausrüstungsauswahl
Da es zahlreiche Schneidtechnologien gibt, kann die Entscheidung, welche Geräte für bestimmte Materialien und Anwendungen verwendet werden sollen, sehr schwierig sein, sodass es auch zu falschen Investitionen kommen kann, die kostspielig sind.
Präzisionsdrahtsägemaschinenlösungen
Beseitigen Sie 50%+ des Schnittfugenverlusts durch Schneiden mit ultradünnem Draht.
Wir verwenden Diamantdrahtschlaufen mit dem kleinsten Durchmesser von 0,30 mm in unseren endlosen Drahtsägemaschinen und dies führt zur Produktion von Schnittbreiten knapp zwischen 0,35-0,45 mm Im Vergleich zu ID-Sägen (0,8-1,2 mm Schnittfuge) gewinnen Sie 30-501TP3 T mehr Material pro Werkstück zurück Für einen 200 mm SiC-Barren kann dies auf zusätzliche 10-15 Wafer pro Barren hinauslaufen.
Erhalten Sie eine erstklassige Oberflächenqualität (Ra)
Das in eine Richtung durchgeführte Schneiden eliminiert nur Vibrationen und ergibt sehr glatte Oberflächen. Die von uns optimierten Parameter führen zu einer Oberflächenrauheit von Ra0,3-0.8 m für die meisten Materialien. Da der Untergrund nicht mehr als 5 m beschädigt ist, führt dies häufig dazu, dass weniger oder gar keine Läpp- und Polierzeit erreicht wird um 50% reduziert.
Beseitigen Sie Kantensplitter mit sanfter Schneidwirkung
Die flexible Diamantdrahtschleife beim Schneiden übt eine minimale Seitenkraft aus. In Verbindung mit der optimierten Vorschubgeschwindigkeit und Spannungsregelung schneiden unsere Maschinen spröde Materialien, beispielsweise dünne Siliziumwafer und Keramik, ohne Kantenabsplitterung und erhöhen so die Ausbeute auf 98%+ auch für zerbrechliche Werkstücke.
Schneiden Sie jegliches harte Material ab. Es spielt keine Rolle, ob es leitfähig ist oder nicht
Diamantdrahtschneiden ist rein mechanisch und arbeitet an jedem Material, das weicher als Diamant ist Von leitfähigen Metallen bis hin zu isolierendem Graphit, optischem Glas und Hochleistungskeramik – eine Maschine kann all dies und mehr verarbeiten Perfekt für die Anlage, die mehrere Materialtypen verarbeitet.
Steigern Sie die Leistung durch kontinuierliches Schneiden mit hoher Geschwindigkeit
Das Laufen mit Geschwindigkeiten von bis zu 60 m/s (3-4 x schneller als hin - und hergehende Systeme) und kombiniert mit kontinuierlichem Schleifenbetrieb führt zu deutlich kürzeren Zykluszeiten Die Produktivitätssteigerungen unserer Kunden um 40-1001TP3 T gegenüber ihren bisherigen Schneidgeräten werden gemeldet.
Vereinfachter Betrieb und geringere Wartungskosten
Die von uns angebotenen Endlosdrahtsägemaschinen verfügen über benutzerfreundliche Bedienelemente, einen schnellen Austausch der Drahtschleife (in weniger als 10 Minuten) und erfordern nur minimale Wartung. Bediener können in nur wenigen Stunden und nicht in Wochen geschult werden, wodurch der Betriebsaufwand reduziert wird.
Expertenanwendungsunterstützung und maßgeschneiderte Lösungen
Unser Ingenieurteam aus Diamantdrahtschneideprofis mit über 15 Jahren Erfahrung bietet kostenlose Schneidtests, Parameteroptimierung und maßgeschneiderte Lösungen, die auf Ihre spezifischen Material- und Produktionsanforderungen zugeschnitten sind.
Endlose Drahtsägemaschine Industrielle Anwendungen und Materialien
Unsere endlose Drahtsägemaschine, die von Natur aus endlos ist, richtet sich an verschiedene Branchen, die das präzise Schneiden harter und spröder Materialien erfordern. Im Folgenden sind die wichtigsten Anwendungen und die Materialien aufgeführt, die wir schneiden:

Halbleiterfertigung
Zuschneiden von Siliziumbarren, Waferprobenahme, SiC- und GaN-Verarbeitung

Photovoltaikindustrie
Schneiden von Mono-/Polysilizium, Herstellung von Solarzellen

LED & Optoelektronik
Schneiden von Saphirsubstrat, Verarbeitung von LED-Wafer

Optische Komponenten
Glas für optische, Quarz, Materialien für Linsen

Fortschrittliche Keramik
Aluminiumoxid, Zirkonoxid, SiC, Si3N4-Keramik

Magnetische Materialien
NdFeB-, Ferrit- und Seltenerdmagnete
Endlose Drahtsägemaschine vs. traditionelle Schneidtechnologie
Endlose Diamantdraht-Sägetechnologie vs. traditionelle Schneidmethoden Siehe Leistungsvergleiche über mehrere Metriken hinweg.
Schnittgeschwindigkeit
Lineargeschwindigkeit (m/s)
3-4 x schneller
Kerf-Verlust / Materialabfall
Schnittbreite (mm)
85% Weniger
Oberflächenrauheit (Ra)
Niedriger ist besser (m)
Überlegenes Finish
Betriebskostenindex
Relative Kosten pro Schnitt
30%-Einsparungen
Endlose Drahtsäge
Bandsäge
Schlammdrahtsäge
ID Saw
Detaillierter Spezifikationsvergleich
| Spezifikation | Endlose Diamantdraht-Säge | Diamantbandsäge | Schlammdrahtsäge | ID Saw |
| Schnittgeschwindigkeit | 60 - 80 m/s | 10 - 20 m/s | 5 - 15 m/s | 20 - 30 m/s |
| Kerf-breite | 0,3 - 0,5 mm | 1,5 - 3,0 mm | 0,15 - 0,25 mm | 0,8 - 1,2 mm |
| Oberfläche Ra | 0,3 - 0,7 µm | 1,5 - 5,0 um | 0,3 - 0,5 µm | 0,8 - 2,0 um |
| TTV-Steuerung | ± 5 - 10 µm | ± 20 - 50 Um | ± 3 - 8 um | ± 10 - 20 Um |
| Durchsatz | Hoch | Mittel | Niedrig | Mittel |
| Umwelt | Wasserbasiert | Wasser/Öl | Schlammabfälle | Wasser/Öl |
| Wartung | Niedrig | Mittel | Hoch (Aufschlämmung) | Mittel |
| Betriebskosten | Niedrig-mittel | Niedrig | Hoch | Mittel |
So wählen Sie das Recht aus Endlose Drahtsägemaschine
Bei der Wahl einer Diamantdrahtschneidemaschine müssen verschiedene, für Ihren Fall spezifische Anwendungsanforderungen berücksichtigt werden, um eine gute Wahl zu erhalten, folgen Sie dieser Auswahlanleitung:
1
Werkstückabmessungen
Ihre maximale Werkstückgröße ist der wichtigste Faktor Überprüfen Sie, ob die Schneidkapazität der Maschine größer ist als die Ihres größten Werkstücks, mit einem Sicherheitsspielraum:
Tischplatte:
Proben bis 100 mm
Standardindustriell:
100-400 mm Werkstücke
Großformat:
400 mm+ Materialien
2
Materialhärte und Eigenschaften
Unterschiedliche Drahtspezifikationen und Schneidparameter hängen von den Materialien ab:
Silizium, SiC, Saphir:
Es wird Galvanikdraht mit Feinkorn (40-8 m) verwendet
Optisches Glas, Quarz:
Mittlere Körnung (60-100), Wasserkühlung
Keramik:
Brillanz und Sprödigkeit sind die Faktoren, mit denen man spielen muss, niedrigere Futterraten sind der richtige Weg
Graphit:
Splitt kann gröber sein und trocken geschnitten werden
3
Erforderliche Genauigkeit und Oberflächenqualität
Anwendung
Erforderliche Oberflächenbeschaffenheit
Halbleiterwafervorbereitung
Ra < 0,5 m, keine SSD
Optische Komponenten
Ra < 0.3 m ist häufig der Fall
Baukeramik
Ra 0,5-1.0 ist ok
Graphitverarbeitung
Ra 1,0-2.0 m reicht oft aus
4
Produktionsvolumen
FuE/geringes Volumen:
Manuelle oder halbautomatische Maschinen
Mittlere Produktion:
Programmierbar mit einfacher Automatisierung
Hohe Lautstärke:
Vollautomatisch mit Loader/Unloader Integration
Wichtig
Überdimensionieren Sie Ihre Maschine nicht unnötig Eine zu große Maschine kann bei kleinen Werkstücken eine geringere Genauigkeit aufweisen Die Maschinenkapazität sollte auf Ihre typische (nicht maximale) Werkstückgröße abgestimmt sein, sodass eine angemessene Kopffreiheit für gelegentlich größere Stücke möglich ist.
Warum Wählen Sie Uns Unsere Endlose Drahtsägemaschinen
1
Maximale Materialausbeute
Der größte Materialverlust wird im Vergleich zu Bandsägen um 60-70% reduziert, was bedeutet, dass bei einem Zuschnittvorgang eines 6" SiC-Barrens die Ausbeute um 2+ Wafer erhöht wird, was letztendlich zu einer erheblichen Kostensenkung führt.
2
Überlegene Oberflächenqualität
Durch den ultraschnellen ununterbrochenen Schneidvorgang entstehen spiegelähnliche Oberflächen (Ra
3
Schnellere Schnittgeschwindigkeiten
Draht, der mit Geschwindigkeiten von 80 m/3 arbeitet, schneller als hin- und hergehende Systeme, sorgt für mehr Leistung, ohne dass die Schnittqualität beeinträchtigt wird. Erfüllen Sie effizient die Produktionsanforderungen.
4
Reduzierte Betriebskosten
Kürzere Drahtschlaufen (2-10 m vs. 20-40 m) senken die Kosten für Verbrauchsmaterialien Die unkomplizierten mechanischen Konstruktionen führen zu weniger Verschleiß und längeren Wartungsintervallen.
5
Vielseitiger Materialumschlag
Führen Sie mit derselben Maschine das Schneiden von Silizium, Graphit, Keramik, Glas usw. durch. Das einfache Schalten von Parametern ermöglicht eine schnelle und effiziente Verarbeitung vieler verschiedener Materialien.
6
Unterstützung für Expertenanwendungen
Ihre Produktivität wird durch unser Ingenieurteam maximiert, das durchgehend Schnittparameteroptimierung, Bedienerschulung und technischen Support bietet.

Endlose Drahtsägemaschine Fallstudien
Die Herausforderung
Während der Spitzenverschiebungen der Nachfrage nach Elektrofahrzeugen und erneuerbaren Energiesystemen kam es beim Kunden zu einem kritischen Engpass in der Produktionslinie des SiC-Wafers (Silicon Carbide). Sowohl bei den notwendigen Qualitäts- als auch bei den Effizienzparametern wies das bereits bestehende ID-Sägesystem (Inner Diameter) ein erhebliches Leistungsdefizit auf:
- Übermäßiger Kerf-Verlust: Die ID-Säge-Schneidbreite erzeugte eine Schnittfuge von 0,8 mm, was zu verlorenen Materialien führte, die einen Wert von über $3.000 pro 6-Zoll-SiC-Barren hatten.
- Oberflächenschaden: Die Tiefe der unterirdischen Schäden überstieg 15 µm, was eine übermäßige Nachbearbeitung erforderlich machte.
- Niedriger Durchsatz: Pro 6-Zoll-SiC-Barren waren über 45 Stunden erforderlich, um ihn vollständig zu Wafern zu verarbeiten.
- Klingenänderungen: Produktionsstörungen wurden durch den Austausch von ID-Klingen verursacht, der alle 200 Schnitte vorgenommen werden musste.
Das Ingenieurteam des Kunden stellte eine Anfrage nach einer Diamantdrahtsäge für Halbleiteranwendungen, die die Oberflächenqualität effektiv steigern und gleichzeitig den Materialabfall verringern könnte.
Unsere Lösung
Unser Anwendungstechnikteam hat einen Vorschlag vorbereitet, der sich aus den Bedürfnissen des Kunden sowie der endlosen Diamantdrahtsägemaschine SV-360 H zusammensetzt, die zum Schneiden von SiC-Wafern konfiguriert ist:
Diamantdraht:0,35 mm Schlaufe galvanisiert mit Diamant (40/50 Mesh-Grit)
Drahtgeschwindigkeit:Optimiert bei 18-22 m/s, um die SiC-Härte anzustreben
Futterrate:0,5 mm/min (mit einem progressiven Feed-Algorithmus)
Kühlmittelsystem:Dual-Flow-Wasserkühlung mit 15°C-Steuerung
Spannungsregelung:±0,5 N automatische Drahtspannungsregelung
Woche 1-2Installation der Maschine und Begutachtung vor Ort
Woche 3-4Prüfung von Optimierungsparametern mit Prüfbarren
Woche 5-6Dokumentation von Prozessen und Schulung von Bedienern
Woche 7-8Qualitätszertifizierung und Validierung der Produktion
Erreichte Ergebnisse
| KPI | Vorher (ID Saw) | Nach (SV-360H) | Verbesserung |
|---|---|---|---|
| Kerf-verlust | 0,80 mm | 0,38 mm | Reduziert um 42% |
| Oberflächenrauheit (Ra) | 0,8 | 0,3 | Verbessert um 62% |
| Unterirdischer Schaden | >15 | <5 | Reduziert um 67% |
| Bearbeitungszeit (6" Barren) | 45 Stunden | 28 Stunden | Schneller um 38% |
| Wafer pro Ingot | 85 Wafer | 112 Wafer | Erhöhte Ausbeute um 32% |
"Der Austausch unserer SiC-Produktionslinie durch das endlose Diamantdrahtsägesystem war eine bemerkenswerte Verbesserung! dies hat zu einer Reduzierung des Schnittfugenverlusts um 421TP3 T geführt, was zu jährlichen Einsparungen von über $180.000 bei den Rohstoffkosten führte. Am wichtigsten ist, dass die verbesserte Oberflächenqualität die nachgeschaltete Polierzeit um 401TP3 T minimiert und so unsere Markteinführungszeit für neue Leistungshalbleiterprodukte erheblich verbessert"
Wichtige Erkenntnisse
- Die endlose Drahtsägetechnologie eignet sich perfekt für hartzerstörbare Verbindungshalbleiter wie SiC und GaN
- Die Maximierung der Produktivität hängt von der richtigen Drahtwahl und Parameteroptimierung ab
- Materialkosteneinsparungen können bei der Verwendung kostspieliger Substrate bereits nach 6 bis 8 Monaten zu einer Kapitalrendite führen
- Reduzierte Schäden im Untergrund reduzieren den späteren Verarbeitungsbedarf erheblich
Die Herausforderung
Angesichts des aktuellen weltweiten Fokus auf erneuerbare Energien musste unser Kunde, ein führender Photovoltaik-Siliziumproduzent, die Kapazität des monokristallinen Wafers seines Unternehmens schnell erhöhen und gleichzeitig kostenwettbewerbsfähig bleiben:
- Kapazitätsbegrenzung: Aktuelle Mehrdraht-Aufschlämmungssägen reichen nicht aus, um das 40%-Ziel für die Leistungssteigerung zu erreichen
- Siliziumverschwendung: Auf Schlamm basierende Mengen führten zu einem Schnittkerfenverlust von 70 m pro Schnitt, was insgesamt über 151 TP3 T Siliziumabfall der Gesamtproduktion ausmachte
- Silikonabfälle: Der beim Schneiden von Sägewerken entstehende Abfall stellt eine neue Umweltherausforderung dar, die zusätzliche Kosten für die Einhaltung der Umweltvorschriften mit sich bringt
- Nachfrage nach Waferdicken: Um eine Waferdicke von 150 zu erreichen, besteht ein erhöhter Bedarf an Geräten mit erhöhter Präzision
- Kostendruck: Um den Schnitt ausreichend aufrechtzuerhalten, ist es notwendig, die durch den Schnitt jedes Wafers entstehenden Kosten bis 201 TP3 T auf ein Minimum zu reduzieren
Unsere Lösung
Für das Hochvolumenschneiden von Siliziumwafern haben wir eine Modernisierung der gesamten Produktionslinie für unsere industriellen endlosen Drahtsägesysteme der SVO-500-Serie vorgeschlagen.
Drahttyp:0,30 mm galvanisierte endlose Diamantdrahtschleife
Schnittkapazität:Siliziumbarren mit einem Durchmesser von 210 mm
Drahtgeschwindigkeit:25-35 m/s mit Drehzahlregelung, die einstellbar ist
Automatisierung:Vollautomatisiert mit integrierter Robotik zum Be - und Entladen
Überwachung:TTV-Überwachungssystem (Total Thickness Variation) in Echtzeit
Kühlmittel:Geschlossener Kreislauf mit Wasserrecycling und -filtration (951 TP3 T Wasser werden wiederverwendet)
Phase 1Installation von 1 Einheit für die Validierung des Pilotprozesses (4 Wochen)
Phase 2Zertifizierung für Produktionsoptimierung und Betreiber (3 Wochen)
Phase 3MES-Integration für den Einsatz der verbleibenden 2 Einheiten (6 Wochen)
Phase 4Produktionsunterstützung mit Fernüberwachung für 24/7-Hochlauf (laufend)
Erreichte Ergebnisse
| Metrisch | Vorher (Mehrdrahtaufschlämmung) | Danach (SVO-500) | Verbesserung |
|---|---|---|---|
| Kerf-verlust | 0,18 mm | 0,12 mm | 33%-Reduktion |
| Wafer pro Ingot (182 mm) | 5.200 Wafer | 7.020 Wafer | 35% mehr Ertrag |
| TTV (Gesamtdickenvariation) | ± 15 um | ± 8 um | 47%-Verbesserung |
| Schneidkosten pro Wafer | $0.042 | $0.028 | 33% Kostenreduzierung |
| Wassernutzung | 100% | 5% (95% recycelt) | 95%-Reduktion |
| Tagesleistung (3 Einheiten) | 45.000 Wafer | 72.000 Wafer | 60%-Erhöhung |
"Die Umstellung auf die endlose Diamantdraht-Sägetechnologie war der Schlüssel für unsere Expansionsstrategie Der Ertrag der 351TP3 T Schnittfendurchgangsverbesserung führte zu Millionen von Einsparungen jährlich Allerdings war die Beseitigung von Gülleabfällen und die Reduzierung des Wasserverbrauchs um 951TP3 T der Umweltvorteil, der uns half, unsere Nachhaltigkeitszertifizierungen vorzeitig zu erfüllen"
Wichtige Erkenntnisse
- Die endlose Diamantdrahttechnologie ermöglicht eine dünnere Waferproduktion mit verbesserter TTV-Steuerung
- Die Reduzierung der Gülleeliminierung bedeutet geringere Betriebskosten und weniger Probleme bei der Einhaltung der Umweltvorschriften
- Automatisierte Systeme mit MES-Integration ermöglichen eine 24/7-Hochserienproduktion
- Kühlmittelsysteme mit geschlossenem Kreislauf senken den Wasserverbrauch und senken die Betriebskosten
Die Herausforderung
Der Kunde stellt hochreine Aluminiumoxid-Keramiksubstrate für Automobil-Powermodule für Elektrofahrzeuge zur Verfügung Die Qualitätsanforderungen des Automobil-Power-Modul-Kunden gehören zu den strengsten in der Branche:
- Kantenqualität: Jede Beschädigung der sichtbaren Kante führt zu einer Abstoßung, die Absplitterungstoleranz ist Null
- Maßgenauigkeit: Die Substratabmessungen haben eine Toleranz von ±0,02 mm
- Oberflächenintegrität: Mikrorisse sind ein No Go. Sie müssen die Fluoreszenzdurchdringungsinspektion bestehen
- Hohe Ausschussquote: Die entwickelte Diamantblatt-Würfelsäge erzeugte Kantenabsplitterung mit einer Geschwindigkeit von 8-12%
- Durchgangsdruck: Das Wachstum des EV-Marktes erforderte eine Kapazitätserhöhung um 501 TP3 T in weniger als 6 Monaten
Der Kunde benötigte eine Keramikschneidemaschine, die in der Lage war, Automobilqualität bei viel höheren Volumina zu liefern.
Unsere Lösung
Wir haben ein Verfahren mit unserer endlosen Diamantdrahtsäge SV-280 P Precision konstruiert, die für spröde Keramikmaterialien entwickelt wurde.
Diamantdraht:D 0,28 mm harzgebundener Diamantdraht (keramisch optimiert)
Schnittmodus:Schneiden im Duktilmodus zur Reduzierung von Sprödbrüchen
Drahtgeschwindigkeit:8-12 m/s. Niedriggeschwindigkeitsmodus
Feed-Steuerung:Konstantkraftzuführung. 0,1 N Empfindlichkeit
Befestigung:Kundenspezifisches Vakuumfutter mit stressfreiem Substrat
Kühlmittel:Für hochreines verarbeitetes entionisiertes Wasser mit frei fließendem pH-Wert
Schritt 1Materialanalyse: untersuchte das Schneidverhalten von 96%- und 99,6%-Aluminiumoxid
Schritt 2Parameterentwicklung: optimierte Geschwindigkeit/Einspeisung für jeden Aluminiumoxidtyp
Schritt 3Edge Quality Validation: chipfreie Kanten, bestätigt über SEM 500x
Schritt 4Prozesszertifizierung: IATF 16949 Cpk > 1,67
Ergebnisse realisiert
| Metrisch | Vorher (Klingenwürfeln) | Nach (SV-280P) | Verbesserung |
|---|---|---|---|
| Kantenabspanungsrate | 8-12% | <0.3% | 97% Abnahme |
| First-Pass-ertrag | 88% | 99.7% | Nahezu Nullfehler |
| Maßgenauigkeit | ±0,05 mm | ±0,015 mm | 70%-Erhöhung |
| Oberflächenrauheit (Ra) | 1.2 | 0,4 | 67%-Anstieg |
| Schnittgeschwindigkeit | 2 Substrate/min | 3,5 Substrate/min | 75%-Anstieg |
| Werkzeugkosten pro Substrat | $0.15 | $0.06 | 60% Abnahme |
"Der SV-280 P hat unsere Erwartungen an das Präzisionskeramikschneiden übertroffen. 99,71TP3 T First-Pass-Ausbeute zu erreichen bedeutet, dass wir Nacharbeit und Kundenqualitätsbeschwerden praktisch eliminiert haben. Insbesondere unsere OEM-Kunden im Automobilbereich haben uns für unsere verbesserte Kantenqualität gelobt, die unsere Position als ihr bevorzugter Substratlieferant gestärkt hat"
Wichtige Erkenntnisse
- Das Kantensplittern in Keramik wird durch harzgebundenen Diamantdraht mit Duktilmodusparametern entfernt
- Wichtig ist die Konstantkraftzuführsteuerung bei der Verarbeitung spröder Materialien
- Ein gutes Befestigungsdesign beseitigt spannungsbedingte Mikrorisse
- Eine Qualitätszertifizierung in Automobilqualität (IATF 16949) ist mit der Drahtsägetechnik möglich
Die Herausforderung
Als Leiter der Materialforschung erhält das Labor monatlich Hunderte verschiedener Proben für die Mikrostrukturanalyse, wie zum Beispiel:
- Verbundwerkstoffe: Kohlefaserverstärkte Polymere, Keramikmatrix-Verbundwerkstoffe
- Elektronische Komponenten: Mehrschichtige Leiterplatten, Halbleiterpakete, Batteriezellen
- Metallurgische Proben: Superlegierungen, Titanlegierungen, additiv hergestellte Teile
- Geologische Exemplare: Gesteinskerne, Mineralproben, Fossilien
Ihre Zubereitungstechniken waren in folgender Weise eingeschränkt:
- Hitzeschaden: Übermäßige Veränderung der Probenmikrostruktur aufgrund der Verwendung von Schleifabschneidemaschinen
- Delaminierung: Die mehrschichtigen Proben delaminierten beim Schneiden häufig
- Vielzahl von Ausrüstungen: Verschiedene Materialien benötigten unterschiedliche Schneidsysteme, was die Komplexität des Labors erhöhte
- Langsame Wende: Schwierige Proben dauerten 2-3 Tage, um die richtige Schnittierung abzuschließen
Das Labor benötigte eine vielseitige Labordrahtsäge, um sein vielfältiges Materialportfolio unterzubringen.
Unsere Lösung
Wir haben eine SV-150 L Labor-Endlosdrahtsäge geliefert, die auf die Flexibilität und Präzision in Forschungsumgebungen zugeschnitten ist:
Kleines Design:Tischplatte (600 x 500 x 450 mm) für zusätzliche kompakte Standard-Laborräume
Mehrdrahtsystem:0,20-0,50 mm Diamantdrähte mit Schnellwechsel
Drahtbibliothek:Für eine Reihe verschiedener Materialien sind 6 Drahtarten enthalten
Variable Geschwindigkeit:1-25 m/s maßgeschneidert für bestimmte Materialien
Low-Force-Modus:Bei empfindlichen Proben ist die Schnittkraft auf 0,05 N einstellbar
Schneidfenster:Zur Beobachtung des Schneidvorgangs ist die Kammer LED-beleuchtet
Software:100+ verschiedene Schnittprogramme nach Rezept gespeichert
Tag 1Systemkalibrierung und Installation
Tag 2-3Training mit Mustermaterialien
Woche 2-4Kollaborative Parametereinstellung für Prioritätsmaterialien
LaufendUnterstützung und Parameteranpassung aus der Ferne
Erreichte Ergebnisse
| Metrisch | Vorher | Nach (SV-150L) | Verbesserung |
|---|---|---|---|
| Beispiel-Wendezeit | 2-3 Tage | 2-4 Stunden | 90% schneller |
| Wärmeschaden | Häufige | Keine festgestellt | Ausgeschieden |
| Verbunddelaminationsrate | 25% | <2% | 92%-Reduktion |
| Materialien Verarbeitbar | Begrenzte Auswahl | 50+ Materialtypen | Universelle Fähigkeit |
| Ausrüstungsfußabdruck | 3 verschiedene Systeme | 1 kompakte Einheit | 67% Raumreduzierung |
| Musterqualität für SEM/TEM | 60% akzeptabel | 95% akzeptabel | 58%-Verbesserung |
"Der SV-150 L ist zum Arbeitstier unseres Probenvorbereitungslabors geworden, bisher würden drei Schneidsysteme und ein eintägiger Prozess nun in einer Frage von Stunden mit einer Maschine durchgeführt Selbst unsere Doktoranden können Querschnitte in Publikationsqualität konsequent vorbereiten, dank der Fähigkeit, Rezepte für bestimmte Materialien zu speichern Es hat unseren Forschungsdurchsatz verändert"
Wichtige Erkenntnisse
- Endlose Drahtsägen sorgen für Kaltschneiden, was für den Erhalt von Mikrostrukturen von entscheidender Bedeutung ist
- Durch die Kompatibilität mit Mikrodrähten entfallen mehrere Anforderungen an das Schneidsystem
- Die Rezeptlagerung gewährleistet reproduzierbare Ergebnisse über verschiedene Bediener hinweg
- Das Schneiden mit geringer Kraft verhindert die Delaminierung in Schicht-/Verbundwerkstoffen
Häufig gestellte Fragen zu endlosen Drahtsägemaschinen
Wie funktioniert eine Drahtsäge mit Diamantkraft kontinuierlich und wie unterscheidet sie sich von der Diamantdrahtsäge?
Eine Diamantdrahtsäge ähnelt eher einer Schneidemaschine, die einen Diamantdraht mit geschlossenem Kreislauf oder einen flexiblen Schneidedraht mit eingefügten Diamantschleifmitteln verwendet; sie verwendet die beiden zusammen, um einen präzisen Schnitt bei harten, spröden Materialien zu ergeben Der Arm mit diamantbeschichtetem Draht kehrt zurück, um die Probenstufe zu schneiden, nachdem er mit Kühlmittel erhitzt und abgekühlt wurde Die Reibungswärme aus dem Schneidprozess wird durch das Diamantschleifmittel zur Probenstufe geleitet Die Antriebs- und Halteeinheit der Walze finalisiert die Bewegung des diamantbeschichteten Drahtes weiter. Daher ist sie ein starker Generator des Schneidprozesses. Diese Art von Drahtsägen finden ihre Anwendung in Materialien wie Silizium, Quarz, optischem Glas, optischem Glas, Keramik und Graphit.
Warum besteht ein Bedarf an Diamantdrahtschneidemaschinen für Schneidprozesse mit harten und spröden Materialien?
Diamantdrahtschneidende Mcahines wurden eingesetzt, um Perkisionsdraht-Ctuing und Hochgeschwindigkeits-Elsless-Loop-Operationen zum Schnitzen von gehörtem Material wie Siliziumkarbid, Aluminiumoxid und Saphir durchzuführen. Der mit Longend-Bucke beschichtete Draht von höchster Qualität und die Diamantschneiden-Methode bieten eine bessere Schneidqualität, weniger Schäden an den Schichten unter der Oberfläche des geschnittenen Materials, schnelles Schneiden im Vergleich zu herkömmlichem Sägeblattschneiden oder Blattschneiden. Hersteller entwerfen diese Lösungen, um die Schneidanforderungen für den Schneidprozess der Halbleiter-, Luft- und Optikerglasindustrie zu erfüllen.
Kann Diamantdrahtsäge zum gleichzeitigen Graphitschneiden und Siliziumwaferschneiden verwendet werden?
Sicher. Das Drahtsägenschneiden ist effektiv bei Graphitschnitt - und Siliziumwaferscheibenanwendungen Die Diamantdrahtmaschinen und Diamantdrähte vom Schleifentyp können Graphit oder Silizium mit einer guten Kontrolle der Schichtdicke schneiden Eigenschaften wie ein digitales Mikrometer und zwei winkelverstellbare oder eine zwei winkelverstellbare Probenstufe verbessern die Genauigkeit für das Dünnschneiden, die in der Halbleiter - und Kristallverarbeitung erforderlich sind.
Zu den mit Diamantdraht zu schneidenden Materialien gehören optisches Glas und Keramik.
Das Diamantdrahtschneiden kann in einer Vielzahl harter und spröder Materialien erfolgreich sein: optisches Glas, Keramik, Quarz, Saphir, GaAs und YVO4, bei denen es sich um Halbleitermaterialien handelt, sowie Edelsteine. Das Ende von Diamanten ermöglicht das effiziente und minimale Schneiden dieser Materialien. Weichere Materialsätze wie Legierung oder Epoxidharz mit einem weniger harten Schleifmittel können ebenfalls geschnitten werden, benötigen jedoch normalerweise eine modifizierte Schnittgeschwindigkeit, Kühlmittel oder eine geeignete Diamantkörnung, um die Schneidqualität und die Nutzungsgeschichte des Schneiddrahtes zu optimieren.
Welche Rolle spielen Schnittgeschwindigkeit, Durchmesser und Schleifentyp bei der Bestimmung der Schnittqualität und -effizienz?
Der schnellste Fehler, um einen langen Schuss, etwa die Hälfte der Proben in jedem Fall gemessen hatte eine sehr andere Gestaltung als die andere Hälfte Geschwindigkeit, Drahtdurchmesser und Schleifen-Typ sind Schlüssel-Regler, die für schnelles Schneiden erforderlich sind, um gute Ergebnisse zu erhalten Die Schaltungsoberfläche läuft mit hohen Geschwindigkeiten, was den Durchsatz erhöht, obwohl Drahtdurchmesser und Diamantkörnung einen Ausgleichspunkt erreichen müssen, um einen erheblichen Verschleiß zu verhindern Dünne Drahtdurchmesser erzeugen eine feine Schnittfuge und bieten eine höhere Drahtschneidegenauigkeit, wohingegen Dicke Durchmesser für hohe Drahtschneiden Robustheit förderlich sind Schleifentyp Diamantdraht und Spuler-Antriebsmechanismen führen zu der impulsiven Förderung auf einer stabilen und konstanten Schnittgeschwindigkeit, die die die stark die Arten von Material zu schneiden, die geschnitten werden, schneiden, schneiden, schneiden, schneiden, schneiden, schneiden, schneiden, schneiden, schneiden, schneiden, schneiden, schneiden, schneiden, die zu beeinflussen, Qualität, schneiden, schneiden, schneiden, schneiden, schneiden, die zu beeinflussen, die Qualität und auch andere Faktoren.
Irgendwelche Zubehör - und Steuerungsverbesserungen, die eine bessere Präzision auf Diamantdrahtmaschinen ermöglichen (wie Mikrometer und Probenstufe)?
Das Präzisionsschneiden wird durch Zubehör wie bewegliche Probenstufe mit Doppelwinkelausrichtung, digitales Mikrometer, Doppelantennensteuerung, Drahtschleifen-Spannungsmonitore und Kühlmittellebensdauerverbesserungssysteme vorangetrieben. All dies trägt zum Arbeitsprozess bei und ermöglicht das korrekte Schneiden von Edelsteinen, das optische Glasschneiden und den geschnittenen Halbleiter. Zertifizierte Endlosdrahtsägenmodelle für Präzision (CE, ISO) sind normalerweise mit diesen Komponenten ausgestattet und verfügen über einen Q/QC usw. (und andere Optionen zur Qualitätskontrolle) sowie eine mögliche NTRL-Zertifizierung über mlti für Sicherheit und Sicherheit am Arbeitsplatz.
Welche Auswirkungen haben Kühlmittel und Abdeckung auf die langfristige Wartungs- und Schneidleistung?
Die Aufrechterhaltung der Schnittstellentemperatur, die Abstoßung von Schmutz und die längste Haltbarkeit des Diamantdrahtes werden in die notwendigen Rollen gebracht. Die richtige Auswahl und der richtige Kühlmittelfluss können die Hitzeausmol hemmen. Ein regelmäßiges Wartungsregime befasst sich mit dem Austausch von Spulenantrieben, der Überprüfung von Drahtschleifen, der Sicherstellung der Spannung und der Überprüfung der Filterung auf Betriebsqualität und zur Vermeidung unnötiger Störungen. Weitere Empfehlungen der Hersteller zu Wartungsintervallen und benötigten Verbrauchsmaterialien passend zu einer bestimmten Schneidumgebung.
Sind die diamantverdrahteten Sägen von VimFun für den industriellen Einsatz geeignet?
VimFun Sägen, Schneidsocken, und einige andere etablierte Hersteller bieten eher eine Vielzahl von Drahtmaschinen Optionen an, die von einer einfachen Drahtsäge bis zu einer Präzisions-Endlosdrahtsäge mit fortschrittlicher Steuerung und Kalibrierung reichen Es ist wahrscheinlich, dass das Schneiden eloquente Geschwindigkeit, Drahtschneidgenauigkeit, Musterschalendesign, Zertifizierung (CE, ISO) und Materialien, die Silizium, Graphit, Saphir usw. umfassen können, alle zwischen den Modellen verglichen werden müssen Akkreditierte Hersteller bieten Dokumentation zu Schneidtechnologien, Schneidverfahren und Ersatzteilen an, um sicherzustellen, dass es sichere und effektive Schneidlösungen gibt.
Welche Sicherheits-, Zertifizierungs- und Anwendungsaspekte sind bei der Auswahl einer Schneidemaschine wichtig?
Der Einsatz von Drahtschneidemaschinen in der Industrie bringt Alarm für Sicherheit und Zertifizierung (CE, ISO und optional NRTL, organisiert von mti).Die Bewertung der Bewachung der Maschine, des Notstopps, der Eindämmung des Kühlmittels und der Schulungsunterstützung sollte Teil der Diskussion sein Berücksichtigen Sie Anwendungsanforderungen (Halbleiter, optisches Glas, Keramik), vorgeschlagene Scheibendicke, Schnittgeschwindigkeit und Produktionsvolumina. Für Spezialarbeiten wie Edelsteinschneiden oder Mehrdrahtschneiden konsultieren Sie die Hersteller, um die Anforderungen an Diamantdrahtschneidemaschinen zu ermitteln und die Schneidlösungen für schnelle, hochpräzise Drahtschneideanwendungen fein abzustimmen.